Вальцовка труб
Содержание:
- Инструменты и приспособления
- Виды развальцовщиков
- Развальцовка труб
- Этапы развальцовки медных трубок – пошаговое описание процесса + видео уроки
- Что это такое и для чего необходима развальцовка
- Проведение процедуры своими руками
- Эксцентрический развальцовщик
- Рекомендации по выполнению развальцовки в домашних условиях
- Особенности выполнения развальцовки труб
- Инструменты и оборудование
- Суть процесса
Инструменты и приспособления
Справиться с развальцовкой на высоком уровне невозможно без использования специальных инструментов и агрегатов. Лишь в единичных случаях обработки труб из податливого материала возможно обойтись конусами и шаблонами. Для большого объема работ или обработки заготовок из жесткого материала такой метод не подойдет. Для развальцовки применяется специальное оборудование.
Экспандер на настоящий момент является самым простым устройством для развальцовки труб. Этот агрегат работает в паре с насадками-шаблонами или штампами. Меняя эти насадки, можно обрабатывать трубы с разным диаметром. Растягивание происходит быстро, с минимальными усилиями. Недостатками являются неоднородность деформации и вероятность образования трещин.
Виды развальцовщиков
Процесс развальцовки существенно упрощается при использовании специальных приспособлений. Они могут ручного или электрического типа, применяться для работы с трубопроводом отопительной системы или водоснабжения, трубками других систем, к примеру, кондиционирования. В продаже есть и универсальные варианты исполнения. Наибольшее распространение получили:
- Шаблон. Применяется подобный инструмент для работы с медью или другими мягкими сплавами. Среди особенностей можно отметить невысокую стоимость и простоту использования. Однако, во время работы на поверхности могут появится существенные дефекты.
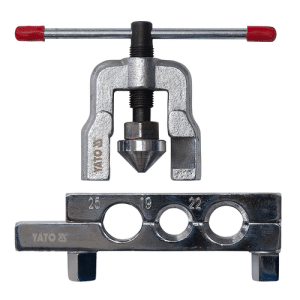
- Механический развальцовщик трубок представлен сочетанием валика из твердого сплава, который может перекатываться по краю для передачи требуемой формы. При его использовании можно сделать заготовку с ровной и симметричной поверхностью. Процесс автоматизирован, позволяет получить качественную поверхность. Прикладываемое усилие увеличивается за счет резьбового и иного привода.
- Вариант исполнения с электрическим приводом снабжается целым набором сменных насадок. Его приобретают в случае, когда нужно ускорить процесс производства. Единственным недостатком можно назвать высокую стоимость подобного приспособления. Рекомендуется приобретать устройство в случае, когда развальцовка проводится с большой периодичностью.
- Экспандер. Подобный встречается крайне часто, так как позволяет лишь за одно движение провести деформацию поверхности. Простая конструкция определяет то, что контролировать толщину стенок нельзя. Экспандер часто применяется в домашних условиях, так как устройство недорогое и просто в использовании.

Электрический развальцовщик
Механизм подбирается в зависимости от поставленных задач. К примеру, при серийном выпуске определенных деталей лучше всего приобрести развальцовщик с электрическим приводом.
Развальцовка труб
Увеличение диаметра изделия необходимо при выполнении бесфитингового соединения элементов трубопровода, например, капиллярная пайка медных труб. Полученное расширение позволяет вставить одну трубы в другую.
Простейший инструмент для развальцовки представляет собой обычный конус, который вворачивается в закрепленную трубу, расширяя ее край.
Усовершенствованная модель комплектуется трещеткой, которая позволяет регулировать усилие,
Развальцовка описанными выше инструментами является наиболее простым способом, но качество получаемой гильзы далеко до совершенства.
Наиболее качественная развальцовка получается при использовании инструмента, рабочим органом которого является эксцентрический конус. При повороте рукоятки, которая также оснащена предохранительным механизмом, конус начинает прокатываться по внутренней стенке трубы, уменьшая ее толщину и отгибая край. Полученное расширение отличается высоким качеством.
Подобные устройства применяются, в основном, для труб из мягких металлов. Стальные трубы также могут быть развальцованы, но в холодном состоянии такой процесс требует приложения значительных усилий. Поэтому такие трубы желательно предварительно нагреть, после этого развальцовка ручным инструментом станет гораздо проще.
Этапы развальцовки медных трубок – пошаговое описание процесса + видео уроки
Для подготовки медной трубы к соединению понадобится специализированный инструмент, который называется развальцовкой, вальцовка, развальцовщик (более подробно про инструменты, их виды и советы по выбору, мы рассмотрим ниже). Сущность процесса заключается в приложении к концу механической нагрузки с целью придания ему определенной формы.
Как правило, это конус. При этом металл подвергается определенному удлинению за счет уменьшения толщины стенок трубы. При правильном выполнении операции не изменяется соосность элементов детали.
Для создания стыка с использованием фитинга, размер конуса должен составлять порядка 74 градусов в соответствии с требованиями ГОСТ 13954-74. При использовании оборудования или приспособлений промышленного происхождения и соблюдении всех требований техпроцесса, результат должен соответствовать приведенной схеме.
На что обратить внимание при подборе трубок;
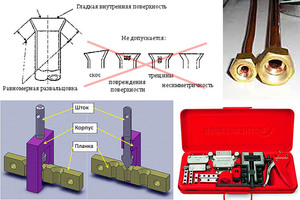
- Не допускается разностенность (неодинаковая толщина стенок в поперечном сечении). В процессе деформации в зоне тонкой стенки растяжение выше, чем в противоположном направлении, где она может отсутствовать вовсе. При этом нарушается соосность внутреннего канала и возникает риск разрыва стенки или образования трещин в ней.
- Для развальцовки нужно использовать отожженные медные трубы. В процессе отжига изменяется кристаллическая структура материала, и он становится более пластичным.
- Для соединения медных трубок используются изделия с толщиной стенки не менее 0,8 миллиметра.
- На торцах, подвергаемых развальцовке, не должно быть механических повреждений, они должны быть строго перпендикулярны продольной оси. Для обеспечения этого параметра следует торцевать конец трубы с использование специального инструмента – трубореза.
- Для развальцовки используются насадки различных размеров, соответствующих стандартным требованиям, как для резьбовых соединений, так и под пайку. Если приобретается оснастка, произведенная в азиатских странах, необходимо проверять ее на соответствие нашим стандартам, в противном случае нестыковка неизбежна.
Нужно также обращать внимание на состояние инструмента для развальцовки медных трубок. Раздача производится пуансоном
Перед началом работы его нужно тщательно очистить от пыли и загрязнений.
Если этого не сделать, твердые частицы могут нанести поверхности медной трубы повреждения, которые в дальнейшем преобразовываются в трещины. Кроме того, неровности становятся причиной образования протечек.
Работа производится с использованием специального приспособления для развальцовки трубок из меди, которое оснащается удерживающим устройством, калиброванным под каждый стандартный размер сменными губками. Рабочий орган – пуансон – также может быть сменным по такому же принципу.
Перемещение пуансона производится вручную винтом. Контроль процесса развальцовки медной трубки производится визуально.
При использовании для этой цели механизированных приводных расширителей, развальцовка осуществляется вращающимся держателем с раскатывающим роликом. Процесс производится введением шпинделя в отверстие трубки.
Смотреть видео
Более толстые участки раскатываются в большей степени, тонкие – меньше. В результате такой прокатки улучшаются механические свойства материала, что способствует надежности и прочности стыка.
Для домашнего хозяйства практичны наборы для развальцовки медных трубок, включающие в себя удерживающее устройство и комплект оснастки для различных их размеров.
В конечном итоге этапы развальцовки можно представить следующим образом:
- Зачистить конец медной трубки, предназначенный для обработки.
- Надеть на деталь специальную муфту.
- Закрепить трубку в зажимном устройстве.
- Установить пуансон нужного размера.
- Вращая ворот довести рабочий винт до упора.
- Извлечь деталь из приспособления, проконтролировать качество выполненной операции.
Смотреть видео
Что это такое и для чего необходима развальцовка
Развальцовкой (бытует также домашний термин «раздача») называют технологическую операцию, в результате которой на одном из торцов трубы образуется коническое расширение. Поэтому развальцовка медных трубок часто проводится при помощи конического пуансона, который поступательно (или вращательно-поступательно) внедряется на требуемую глубину в закреплённую часть трубы.
Поскольку в схеме напряженно-деформированного состояния присутствуют опасные (с точки зрения возможного разрушения материала) растягивающие напряжения, то успех операции зависит от следующих параметров:
- Твёрдости исходного материала.
- Угла развальцовки.
- Правильного значения развальцовочного коэффициента.
- Толщины стенки трубы.
ГОСТ 21646-2003 предусматривает изготовление труб для теплообменников из меди марок М1р или М2р, которые могут иметь различную твёрдость (показатель обычно приводится к сопроводительным сертификатам на партию трубок). Механические показатели данных видов поставляемого металла представлены в таблице:
| Состояние поставки | Предел прочности, МПа | Относительное удлинение, % | Твёрдость по Виккерсу, HV |
| Мягкое | 200 | 35 | 80 |
| Полутвёрдое | 240 | 12 | 100 |
| Твёрдое | 290 | 3 | 125 |
Анализируя данные таблицы, можно сделать вывод, что непосредственно развальцовывать удаётся только трубки из мягкой меди. В остальных ситуациях заготовку следует предварительно отжигать. Впрочем, как вариант, торец медной трубки перед началом раздачи можно подогреть до 220…2500С.
Совет: внешне отличить твёрдую медную трубку от мягкой просто: последние всегда поставляются в бухтах. Кроме того, отожжённый металл всегда дороже неотожжённого.
Проведение процедуры своими руками
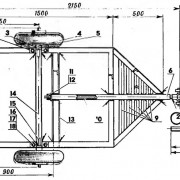
Процесс вальцовки трубок тормозной системы может проводиться собственноручно владельцем автомобиля. Для этой цели желательно пользоваться чертежами.
Сначала нужно определиться со степенью неисправности и возможности проведения ремонтных работ. Трубки откручивают от суппорта либо тормозного цилиндра и осматривают. Если удастся ликвидировать поврежденный участок, сохраняя длину элемента в пределах возможного использования, то его стоит отрезать труборезом либо ножовкой по металлу.
Следующим шагом будет обработка места среза трубки бензином. Далее мастеру следует зажать клещами деталь и снять внутреннюю фаску дрелью.
Пошаговая инструкция последующих действий выражается несложным алгоритмом.
- Трубу стоит установить в приспособлении. При этом ее конец должно выступать за края на 5 мм.
- Конус стоит сменить штампом, соответствующим диаметру трубки.
- Штамп нужно закрутить.
- Вкрутить штамп, а также слегка расплющить торец медной трубки.
- Надеть штуцеры.
- Снять штамп и сменить на инструмент конусовидной формы.
- Осуществить аккуратное закручивание.
- Вытащить трубку и при необходимости зачистить ее.
В итоге вышеперечисленных мероприятий получается тормозная трубка под конус. Вальцовка труб возможно и иным методом, который называется «Грибок». Такой вариант процедуры подходит для автомобилей европейского изготовления. Для развальцовки «грибком» не требуется снимать нужный штамп.
Преимуществом самостоятельной развальцовки тормозных трубок можно считать то, что работа будет проведена аккуратно – на совесть. Кроме того, не потребуются дополнительные затраты на оплату работы мастеров. Минусом осуществления процедуры в домашних условиях можно назвать то, что набор инструментов или станок будет использоваться очень редко, так как в вальцовке трубки нуждаются редко.
После одноразового проведения процедуры можно получить опыт для дальнейшего осуществления развальцовок. Однако проводить ремонт трубок самостоятельно или доверить его специалистам – это личное дело каждого. Единственное, о чем не стоит забывать автомобилисту – это регулярное отслеживание состояния деталей тормозной системы личного транспорта.
В качестве вывода можно сказать, что развальцовка тормозных трубок не является сложным и трудоемким процессом. Ремонтные работы своего автомобиля можно делать своими руками, но при этом строго придерживаться инструкции.
Подробнее о развальцовке тормозных трубок смотрите далее.
Эксцентрический развальцовщик
Распространенный эксцентрический развальцовщик трубок применяется для получения качественных деталей. Среди особенностей подобного варианта исполнения отметим:
- Давление передается при оказании усилия через механический элемент. Наконечник изготавливается из металла высокой твердости.
- В комплект поставки включается много различных наконечников, при смене которых можно получить поверхность различной формы.
- Стоимость подобного механизма относительно невысокая. При изготовлении могут использоваться самые различные металлы, к примеру, с высокой коррозионной стойкостью.
Для увеличения передаваемого усилия применяется рукоятка большой длины. Она закрепляется в специальном держателе.
Рекомендации по выполнению развальцовки в домашних условиях
При любом способе обработки необходимо стремиться получить гладкую зеркальную поверхность раструба без бороздок, вмятин, разрывов и перекосов, разной толщины стенок. От качества развальцовки в дальнейшем зависит герметичность соединений.
Желательно производить развальцовку с помощью специального инструмента – это обеспечивает хотя бы приемлемое качество изделий. Неравномерное растягивание стенки, трещинки могут в будущем спровоцировать возникновение разрывов, и, как следствие, нарушение герметичности медных трубопроводов. А утечка воды или фреона из системы для кондиционера способны причинить немало неприятностей.
Как изготовить инструмент
Если нужно развальцевать всего одну медную трубку, ее можно зажать в тисках и аккуратно ввинтить конус соответствующего диаметра. Оправку-конус придется выточить или заказать у токаря. Иногда используют шарик от подшипника, приваренный к прутку.
Если трубок нужно несколько, а покупка инструмента не входит в ваши планы, можно изготовить простое приспособление своими руками. Понадобятся два кусочка уголка 32×32 или 49×40 мм. Можно воспользоваться отрезками профильной трубы. Уголки скрепляются между собой болтами (М8) с гайками. По центру конструкции просверливаются несколько отверстий для разных диаметров обрабатываемых трубок. На отверстиях снимаются фаски. Оправки (конусы, штампы) вытачиваются на токарном станке (заказываются у токаря) в соответствии с размерами, приведенными на рисунке. Сталь лучше использовать конструкционную углеродистую или легированную, обычная Ст.3 слишком мягкая.

Как развальцевать медную трубку
Заготовку зажимают в изготовленном приспособлении. Торец заготовки должен выступать над уровнем держателя на 5-6 мм. Затем в трубку аккуратно и медленно вкручивают конический штамп-оправку, край трубы расширяется и формирует раструб.
Затем вытаскивают штапм, проверяют форму и размеры раструба, при необходимости подправляют с помощью конуса параметры расширения.
Особенности выполнения развальцовки труб
Развальцовка трубок из меди может потребоваться в таких ситуациях:
- Концы трубок, которые изготовлены из меди, нужно подготовить для их соединения с помощью пайки.
- Конец трубки необходимо подготовить для соединения его с прочими материалами при помощи муфты. В таких ситуациях при развальцовке подгоняют следующие геометрические параметры трубки: угол изгиба, внутренний и внешний диаметр и прочие.
- Тому концу трубки, который обрезали, необходимо придать нужную конфигурацию.
Для качественной развальцовки применяют специально изготовленные приспособления и инструменты, а также производят такие действия:
- Хорошо зачищается конец изделия, соединение которого нужно выполнить.
- Надевается специальная муфта на зачищенный конец.
- При помощи специального приспособления или инструмента развальцовывается конец изделия до тех пор, пока угол расширения не составит 45 градусов.
- После того как процедура завершится, из приспособления извлекается конец изделия. После этого разрешено сразу же начинать соединение.
 Если вы никогда раньше не выполняли подобную технологическую операцию, и первый раз собираетесь произвести развальцовку изделия, то необходимо отрезать трубку с запасом в 2,5 сантиметра. Так при неудаче вы сможете отрезать бракованный конец и произвести развальцовку ещё раз.
Если вы никогда раньше не выполняли подобную технологическую операцию, и первый раз собираетесь произвести развальцовку изделия, то необходимо отрезать трубку с запасом в 2,5 сантиметра. Так при неудаче вы сможете отрезать бракованный конец и произвести развальцовку ещё раз.
Если трубку из меди нужно развальцевать для того, чтобы с помощью пайки осуществить её соединение, то последовательность ваших действий должна быть следующей:
- Тщательно зачистите конец изделия, которое следует развальцевать (лучше всего для этих целей применять специально предназначенные щёточки).
- С помощью специально предназначенного устройства конец трубки, изготовленной из меди, расширяют до таких размеров, чтобы можно было вставить в него конец второй трубки. Но между соединительными элементами при этом должен выдерживаться зазор в 0,124 миллиметра. Для этих целей применяется измерительный прибор.
- На внутреннюю часть развальцованного участка трубы наносится флюс равномерным слоем. Он необходим для обеспечения герметичного и надёжного соединения.
- В развальцованное изделие вставляется второй элемент соединения на глубину, равную диаметру трубки.
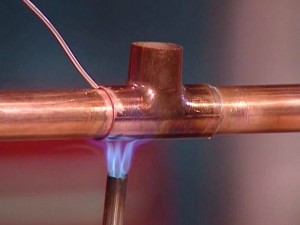
- С помощью паяльной лампы, электрического паяльника или газовой горелки нужно прогреть место будущего соединения до тех пор, пока припой начнёт плавиться.
- Все зазоры между краями соединительных труб из меди заполняются расплавленным припоем. Вследствие этого формируется герметичное и надёжное соединение.
После того момента, когда будет сформировано соединение двух медных трубок необходимо положить их на горизонтально расположенную поверхность и подождать полного остывания.
Инструменты и оборудование
В производстве процесс вальцевания выполняется не только с помощью обычных или пневматических ручных инструментов – для этого также применяют токарный станок, вальцовый трубогиб или прокатный станок. Использование подобных специализированных станков и инструментов обуславливается размерами заготовок и материалами, из которых они сделаны.
Именно от свойств и параметров материала заготовки зависит, какой категории будет использоваться инструмент при обработке.
- Категория Т – используется при обработке трубок с внутренним диаметром от 5,6 до 12.5 мм. Глубина вальцевания ограничена.
- Категория СТ – применяется при вальцевании сварных изделий, внутренний диаметр которых равняется 6-11 мм. Так же, как и у инструментов группы Т, у СТ ограничена глубина использования.
- Категория Р – предназначена для изделий диаметром от 1,2 до 4 см. Максимальное значение развальцовки равняется 4,87см.
- Категория РТ – используется для видов с внутренним диаметром 0,55-1,29 мм.
- Категория СР – применяется для толстых трубных решеток, глубина развальцовки равняется 3,23 см.
- Категория 5Р – предназначена для трубок из нержавеющей стали с тонкими стенами.
- Категория К и КО – подходят для развальцовки котельных труб.
В свою очередь, прокатные станы по изготовлению бесшовных труб также имеют свое разделение.
- Непрерывно-удлинительные. Предназначены для производства изделий диаметром до 110 мм.
- Коротконаправочные. Используются при изготовлении изделий диаметром от 60 до 450 мм.
- Трехвалковые. Применяются для создания толстостенных труб сечением от 35 до 200 мм.
- Пилигримовые. Предназначены для получения бесшовных изделий диаметром от 400 до 700 мм.
Валковые трубогибы представляют собой систему, состоящую из нескольких валков, их количество варьируется от 2 до 3 (реже 4) штук. Два вращающихся нижних валка в такой системе прижимают заготовку к третьему, упорному, вокруг которого изгибается изделие. В результате такой прокатки изменяется профиль внутреннего сечения трубы. Регулировка радиуса получаемого изделия осуществляется подбором диаметра валков и расстояния между нижними элементами. В процессе обработки валки станка должны выдерживать высокие механические нагрузки, поэтому их изготавливают из высокопрочных сплавов стали.
Подобные трубогибы являются довольно универсальным оборудованием и позволяют выполнять вальцевание уголков. Также при помощи вальцов различного вида создаются профильные трубы. Наибольшей популярностью пользуются профильные трубы квадратного (прямоугольного) и овального сечений.
Подводя итоги, стоит еще раз отметить, что термин «вальцевание» включает в себя довольно объемный список технологических процессов. Для получения необходимого результата необходимо грамотно выбрать подходящий инструмент, оборудование и соблюдать условия технологического процесса.
Вальцовка К-45-47 и КО-45-47 представлена далее.
Суть процесса
Радиальная деформация или развальцовка медных труб в отверстии специального аппарата необходима для создания прочного сцепления элементов конструкции, например, трубы с трубной решеткой. Таким способом закрепляют детали в конденсаторах, котлах, маслоохладителях, парогенераторах и других теплообменных аппаратах.

Этапы развальцовки труб
Манипуляции проводятся в три этапа:
- Подбирается требуемый зазор между деталью и трубной решеткой.
- Проводится деформация обоих элементов.
- Снимается давление (нагрузка) с внешней поверхности деформируемой заготовки.
В процессе развальцовки медных трубок металл размягчается, растягивается (переходит в состояние пластического деформирования), а материал трубной решетки – в состояние упругой деформации. Чтобы манипуляции увенчались успехом, материал решетки должен быть тверже меди.
По окончанию процесса развальцовки решетка «обхватывает» отрезок трубы. Получаем прессовое соединение, прочность которого обеспечивается за счет контактного давления поверхности детали и отверстия решетки.

Иногда для соединения этих элементов применяют и сварку – такое крепление называется комбинированным. При монтаже медного водопровода одну из деталей расширяют, затем в нее вставляется вторая труба, после чего зазор между ними заполняют припоем.
Изменить диаметр деталей может понадобиться в следующих случаях:
- Если штампованное (литое) изделие нужной формы невозможно приобрести в готовом виде (не производится или его нет в наличии).
- Требуется филигранная подгонка угла изгиба, размера трубки или её диаметра по внутреннему сечению.
Способы увеличения диаметра труб
Инструмент, с помощью которого проводят манипуляции, называется вальцевателем медных трубок. В промышленности используют валы высокой прочности, которые прокатываются несколько раз, в результате чего оформляется профиль нужной конфигурации. Работы могут выполняться на специальных машинах и станках, гибочных вальцах.
Медь – пластичный материал, потому если вы обладаете ловкостью и большой физической силой, можно вручную попробовать натянуть медную заготовку на конический шаблон (болванку), чтобы получить нужное соединение. Прибегают к этому кустарному способу, при котором не используется вальцовка для медных труб, в крайних случаях, так как результат предугадать сложно. Возможны разрывы в местах, на которые приходится максимальная нагрузка при растяжении, тонкая деталь может просто замяться и стать непригодной из-за неравномерного истончения стенок трубы.
Второй вариант – промежуточный между полноценной обработкой заготовок и растяжением деталей силой – использование экспандера. Устройство имеет несколько сменных насадок, позволяющих с помощью рычага растянуть трубу до нужного диаметра за один подход.

Правильный развальцовщик для медных труб состоит из валика или нескольких валиков, изготовленных из твердосплавных материалов, которые много раз прокатываются по внутренним поверхностям трубы. В процессе развальцовки с каждым оборотом усиливается давление – заготовка деформируется в нужном направлении постепенно и плавно, что исключает возможность разрывов. В каждый из подходов вальцы изменяют внутренний диаметр заготовки на минимальную величину, такое постепенное растяжение металл переносит легко.
Толщина стенок при этом изменяется равномерно, более плотные участки трубы с отличающейся толщиной стенок раскатываются до той же толщины, что и более тонкие. А поверхность становится идеально гладкой, без шероховатостей. Так же, как под весом трамвая, раз за разом проезжающего по рельсам, последние становятся гладкими и блестящими, поверхность детали под воздействием валов будет однородной.
Можно развальцевать отрезок и с помощью конуса. Принцип работы прост – конус вдавливается в предварительно зафиксированную в тисках трубу на нужную глубину, затем извлекается. Результат по качеству уступает работе с валами, но применяют конусы также довольно часто.