Ремонт тормозных трубок, самостоятельная развальцовка, инструменты и приспособления
Содержание:
- Станок для развальцовки
- Технология развальцовки
- Инструменты и приспособления
- Развальцовка и вальцовка
- Инструменты для развальцовки медных труб
- Инструменты и приспособления
- Предназначение тормозных трубок
- Особенности технологии
- Когда необходима?
- Процесс развальцовки тормозных трубок своими руками
- Когда требуется развальцовка?
- Инструменты
- Проведение процедуры своими руками
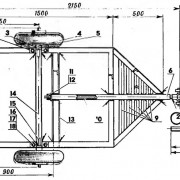
Станок для развальцовки
При приобретении прибора для развальцовки необходимо концентрировать внимание на изготовителе и стоимости. Наиболее дешёвые комплекты лучше не приобретать, так как их качество не способствует продолжительной эксплуатации
Этот метод ремонтных работ обойдётся дешевле, чем в автомастерской.
Виновником внепланового износа патрубков считаются коммунальные службы. Разные химические реагенты и соли, щедро рассыпаемые для борьбы, к примеру, с гололёдом, в несколько раз стимулируют ржавление сплава и сокращают отпущенную производителем продолжительность работы многочисленных элементов. И ещё один фактор, заставляющий часто заниматься тормозной системой, — печально прославленные отечественные дороги. При нагрузке трубки деформируются и лопаются. Все совместно приводит к тому, что составляющие выходят быстро из строя.
Технология развальцовки
Что представляет собой развальцовка (иначе процесс называют «разбортовкой») медных трубок? Это механическое увеличение размера торца трубы с одновременной деформацией формы края.
Манипуляцию возможно выполнить благодаря тому, что мягкий металл способен менять форму под внешним воздействием. При этом площадь трубки увеличивается, а толщина на месте формования уменьшается. Воздействие оказывается, чтобы сделать на конце прямой трубки раструб необходимой формы и диаметра, который позволит соединить ее со второй деталью.
Развальцовку можно применять для труб, выполненных практически из чего угодно, не только меди. Чаще это сложно сделать по техническим причинам, кроме того, результат не покрывает затраченных сил.
Тем более, сегодня в открытой продаже можно найти подходящие элементы, изготовленные в заводских условиях. Разбортовка обычно используется в бытовых ситуациях, где применяется для трубок из меди, поскольку с ними легко работать из-за природных свойств самого материала.
Трубки стыкуют методом сваривания или муфтой. Выбор способа (фитинговый, сварка) определяет характер первоначальной обработки краев трубки.
Сварка предполагает постепенное увеличение отверстия до того момента, пока оно не станет больше размера наружного элемента на пару десятых миллиметра. Пространство между деталями при спаивании заполнится припоем, что обеспечит крепость соединения.
Если речь идет о фитинговом способе, то трубку сначала также вальцуют до нужного размера, а потом еще делают на ней фаску. Это дает большую площадь контакта, за счет чего достигается лучшая стыковка. Характерная пластичность, гибкость, присущие меди, только помогают, так как позволяют плотно обхватить деталь по всей площади соединения и заполнить образовавшиеся пустоты.
Инструменты и приспособления
Для того чтобы развальцевать своими руками трубки, изготовленные из меди, используют специальные приспособления. Такие приспособления могут иметь как ручной, так и электрический привод. Применяются они для монтажа систем кондиционирования, водоснабжения и отопления. Инструменты, оснащенные электрическим приводом, часто совмещают в себе несколько функций: с их помощью можно не только развальцевать медную трубку, но и согнуть ее под требуемым углом.
Любое устройство, при помощи которого осуществляется развальцовка трубок, изготовленных из меди, работает по принципу пластической деформации, поэтому очень важно, чтобы оно справлялось с таким процессом максимально бережно, не нарушая однородность структуры материала, сохраняя равномерность толщины стенок изделий, а также гладкость их внутренней поверхности
Схема правильной развальцовки и примеры неправильно произведенной операции
Шаблон
Это болванка конусообразной формы, изготовленная из более твердого металлического сплава, чем медь. Достоинствами такого устройства являются невысокая цена и простота использования. Между тем его применение может сопровождаться разрывами стенок медного изделия, что дает невысокое качество развальцовки.
Этим простейшим приспособлением можно развальцевать одну трубку, но ни о каком качестве работ говорить не приходится
Механический развальцовщик
Основным рабочим органом данного приспособления является валик из твердого сплава, который, перекатываясь по краю медной трубки, придает последнему требуемую конфигурацию. Использование механического развальцовщика позволяет выполнять равномерную деформацию обрабатываемого участка трубки, формировать на ее конце стенки одинаковой толщины с высоким качеством их внутренней поверхности.
Ручной инструмент способен обеспечить высокое качество развальцовки и хорошую скорость работы
Развальцовщик с электрическим приводом
Такое приспособление с целым набором сменных насадок, обладая всеми преимуществами механического инструмента, позволяет выполнять развальцовку медных трубок с более высокой производительностью и с меньшими трудозатратами. Пожалуй, единственным недостатком электрического развальцовщика является его достаточно высокая цена.
Аккумулятора этого развальцовщика хватает примерно на 100 операций
Эспандер
Такое ручное устройство, работающее по принципу рычажного механизма, позволяет развальцевать конец трубки за одно движение. Обладая простотой конструкции, такое приспособление имеет и ряд существенных недостатков, наиболее значимым из которых является невозможность контролировать толщину стенок обрабатываемого изделия. Таким образом, использование эспандера, который чаще всего и выбирают те, кто выполняет развальцовку своими руками, не гарантирует получения качественного результата.
Развальцовка и вальцовка
Прежде всего, следует понимать, что развальцовка труб не может называться вальцовкой, так как суть у этих технологических операций совершенно разная.
- Вальцовка, для выполнения которой используется специальный вальцеватель (станок, оснащенный рабочими валками), – это технологическая операция, в процессе которой осуществляется деформирование листового проката или металлической трубы в радиальном направлении. При помощи такой операции, в частности, из листового металла формируют изделия цилиндрической или конической формы, а также изготавливают из круглого трубопроката изделия с другой формой поперечного сечения.
- Инструмент для развальцовки не содержит в своей конструкции рабочих валков, а суть самой процедуры заключается в том, что пластической деформации подвергается только конец трубы, при этом его внутренний и наружный диаметры увеличиваются до требуемых параметров. Необходимость в выполнении такой операции чаще всего возникает в тех случаях, когда два отрезка трубы требуется надежно соединить между собой.
Разновидности развальцовки трубок
Чтобы получить надежное и герметичное соединение двух труб, используют различные методы – пайку, применение накидных муфт и других фитинговых элементов и т.д. В некоторых из таких случаев (в частности, при пайке и использовании накидных муфт) концы трубных изделий необходимо расширить. Для выполнения этой процедуры и требуется развальцовщик.
Многие домашние мастера под развальцовкой подразумевают и другие технологические операции, целью которых также является пластическая деформация отдельного участка трубного изделия. Сюда можно отнести, например, завальцовку и гибку.
- Завальцовка – процедура, подразумевающая не расширение, а сужение края трубы. При этом используется метод простого обжатия, для чего применяют обычные клещи или миниатюрные вальцы. Необходимость в выполнении такой операции возникает в тех случаях, когда на конце трубы надо нарезать резьбу, используя для этого ручной инструмент.
- Гибка – технологическая операция, для выполнения которой используются специальные устройства с рабочими вальцами и которую часто также называют развальцовкой, хотя это в корне неправильно. Целью гибки, которой могут подвергаться как мягкие медные трубки, так и трубопрокат из стали и других металлов, является не расширение, а изгиб отдельной части изделия под требуемым углом.
Развальцовка трубок в процессе установки кондиционера
Инструменты для развальцовки медных труб
Виды развальцовок для большинства медных труб выполняют специальными, ручными и приводными развальцовочными приспособлениями. Первые из-за своей компактности и малого веса используются чаще.
В основу действия инструмента положен принцип поперечной раздачи ограниченного участка трубы. При этом должны учитываться следующие условия:
- Коэффициент развальцовки k = d/D (d – внутренний диаметр недеформированной части медной трубки, D – максимальный диаметр нижнего конуса после окончания развальцовки) не должен быть 0,75…0,85;
- Угол развальцовки не должен превышать 300; на практике это условие часто не выполняется, вследствие чего на торце конуса возможны волнообразные складки и даже трещины (в ряде случаев микротрещины видны даже на внутренней поверхности трубки). Такие изделия дефектны, и к установке допущены быть не могут;
- Торец трубки, которая подлежит развальцовке, должен быть ровно отрезан от мотка и тщательно зашлифован. Для резки рекомендуется использовать не обычную ножовку по металлу, а приспособление для кругового реза, которое обеспечивает чистый срез. Приспособление включает режущее лезвие, направляющее колесо и ручку для затяжки. При вращении инструмента вокруг заготовки, лезвие постепенно внедряется в материал, оставляя чистую кромку;
- После развальцовки наблюдается утонение стенки трубки, которое можно определить по формуле s1 = sk0,5 (s – исходная толщина стенки трубки, s1 – толщина стенки после развальцовки, в нижней части конуса).
При подогреве медной трубки предельное значение коэффициента развальцовки может быть снижено на 15-20 %.
Кратко рассмотрим наиболее часто встречающиеся типы развальцовочной оснастки.
Механический развальцовщик
Ключевой деталью такого приспособления является валик (реже – шарик), который изготовлен из твёрдого сплава или быстрорежущей закалённой стали. Валик прижимается к подготовленной кромке заготовки и с нажимом прокатывается по ней.
Интенсивность развальцовки устанавливается визуально, с учётом приведенных выше ограничений. Передвижение валика по деформируемой поверхности производят вручную. При выборе типоразмера устройства следует соотнести геометрические характеристики валика – радиус закругления, диаметр – с необходимым размером деформируемого торца изделия.
Конусный развальцовщик
Представляет собой наиболее удачную конструкцию инструмента. Основным элементом является конический пуансон. Перемещаясь в винтовой направляющей, он производит равномерную раздачу боковых стенок трубки. По внешнему виду напоминает ручной винтовой пресс, который можно закреплять на рабочем столе или верстаке.
Перемещение пуансона контролируется визуально, по достижении требуемой степени деформации. Для снижения трения внутреннюю поверхность заготовки можно смазать. При работе с конусным развальцовщиком усилие операции будет непрерывно возрастать.
Развальцовщик с электроприводом
Производители такого инструмента обычно комплектуют их наборами различных насадок, отличающихся углом конуса, радиусами закругления рабочей части и её длиной. Цена инструмента возрастает, зато и его эксплуатационные возможности увеличиваются. Развальцовка медных трубок приводными развальцовщиками целесообразна при значительном объёме выполняемых операций. Привод осуществляется от аккумулятора.
Эксцентрический развальцовщик
Работает по принципу перекатывания давильного приспособления по поверхности заготовки. Усилие обработки при этом – минимальное, однако существенным недостатком считается неравномерность характеристик деформируемой части трубки. Кроме того, сам процесс развальцовки происходит более длительное время.
Рычажный развальцовщик
Наиболее простой тип оснастки, который доступен для изготовления своими руками. Другое название – эспандер. Представляет собой систему из 2…4 рычагов, которые равномерно располагаются вокруг деформируемой заготовки, преодолевая при работе сопротивление возвратных пружин.
Развальцовка происходит последовательным и одновременным перемещением рычагов в направлении деформирования. Трёхрычажную схему используют реже, потому что для неё требуется работать вдвоём. Другим недостатком приспособления является невозможность текущего контроля качества.
Инструменты и приспособления
Справиться с развальцовкой на высоком уровне невозможно без использования специальных инструментов и агрегатов. Лишь в единичных случаях обработки труб из податливого материала возможно обойтись конусами и шаблонами. Для большого объема работ или обработки заготовок из жесткого материала такой метод не подойдет. Для развальцовки применяется специальное оборудование.
Экспандер на настоящий момент является самым простым устройством для развальцовки труб. Этот агрегат работает в паре с насадками-шаблонами или штампами. Меняя эти насадки, можно обрабатывать трубы с разным диаметром. Растягивание происходит быстро, с минимальными усилиями. Недостатками являются неоднородность деформации и вероятность образования трещин.
Предназначение тормозных трубок
Любая гидравлическая система нуждается в наличии магистралей, по которым жидкость подаётся в рабочие механизмы. Тормозная система автомашины не является исключением, но здесь имеются свои особенности. Связаны они как с конструкцией тормозов, так и техническими характеристиками используемой рабочей жидкости, к которой предъявляются весьма жёсткие требования:
- она должна не закипать при температурах, превышающих 200 градусов;
- не терять текучесть в сорокаградусный мороз;
- не быть агрессивной к резиновым деталям тормозной системы;
- не приводить к коррозии.
Последний пункт особенно важен для тормозных трубок, являющихся неотъемлемой частью ТС современного автомобиля. Рассмотрим принцип работы типовой тормозной системы.
Алгоритм остановки транспортного средства связан с выполнением следующих действий:
- водитель при возникновении необходимости снизить скорость движения машины вплоть до полной её остановки нажимает с соответствующим усилием на педаль тормоза;
- шток педали напрямую воздействует на поршень главного тормозного цилиндра, приводя его в действие;
- поршень, двигаясь в цилиндре, воздействует на тормозную жидкость, создавая определенное явление;
- жидкость, сжимаемость которой близка к нулю, движется по магистрали и воздействует на тормозные цилиндры, расположенные на каждом из колёс;
- поршни передают импульс движения на тормозные колодки, которые, прижимаясь к дискам, и создают тормозное усилие, притормаживая вращение колёс.
В этой цепочке тормозные трубки являются составной частью гидромагистрали, по которой движется рабочая жидкость. Их задача – не допустить подтеканий ТЖ, поэтому особое значение приобретает качество их соединения с другими элементами тормозной системы. Вот для этого и используется технологическая операция, называемая развальцовкой.
Её сущность заключается в деформировании оконечного участка трубки таким образом, чтобы равномерно увеличить её диаметр (противоположная операция, заключающаяся в сужении диаметра кончика трубки, называется завальцовкой). Развальцовка нужна для того, чтобы обеспечить максимально герметичное соединение трубок друг с другом или трубки с коллектором.
Поскольку, как мы уже отмечали, тормозные трубки подвержены механическим воздействиям, они могут получить повреждение, ставшее причиной разгерметизации системы – в этом случае требуется немедленная операция по их замене. Естественный износ – более распространённая причина замены этой компоненты тормозной системы.
Сама процедура развальцовки трубки состоит из трёх этапов:
- определение требуемого зазора между трубной решёткой и кончиком трубки;
- развальцовка и трубки, и трубной решётки;
- снятие демпфирующей нагрузки с внутренних стенок трубки.
Технология деформации требует, чтобы металл тормозной трубки подвергался так называемой пластической деформации, а металл решётки – упругой деформации. Для обеспечения этого условия решётка изготовляется из более твёрдого металла, что позволяет после завершения этапа развальцовки трубной решётке целиком «обхватить» трубку.
Обеспечение требуемой герметичности такого соединения осуществляется посредством применения метода контактного давления, образующегося между наружными поверхностями контактирующих деталей. В некоторых случаях технология соединения развальцованных кончиков труб предполагает использование сварки – такой метод называют комбинированным.
В заводских условиях развальцовка осуществляется с применением специального станка, оснащённого приводом гидравлического, пневматического или электрического типа, предусматривающего возможность контроля за скоростью вращения. Именно на привод ложится задача обеспечения требуемой надёжности соединения.
При замене тормозных трубок развальцовка осуществляется с использованием специального инструмента, который можно приобрести в автомагазине.
Особенности технологии
Ремонт автомобиля, с чем бы он ни был связан, редко вызывает приятные эмоции у автолюбителя. Это объясняется еще и тем, что такое мероприятие, как правило, сопряжено с определенными финансовыми расходами. Между тем, если говорить о ситуации, при которой необходимо развальцевать тормозные трубки, расходы на такую процедуру можно минимизировать, если выполнить ее своими руками.
Итак, чтобы развальцевать тормозные трубки своими руками, требуется не только подробно изучить теоретическую информацию по данному вопросу и просмотреть соответствующее видео, но и приобрести специальное приспособление. В , который можно достаточно недорого приобрести во многих автомобильных магазинах, входят следующие инструменты и приспособления:
- труборез;
- штуцер, применяемый в качестве соединителя;
- клещи.
В набор для развальцовки входит, как правило, зажим под различные размеры трубок
Используя такой несложный набор, к которому надо добавить дрель (чтобы снимать фаски на концах труб), а также бензин, необходимый в качестве смазывающего материала, можно не только качественно выполнить развальцовку своими руками, но и сэкономить приличную сумму денег, которые пришлось бы заплатить специалистам станции технического обслуживания.
При замене трубки на новую сначала делаем копию по образцу старой
Непосредственно перед процедурой развальцовки с тормозной трубкой необходимо выполнить следующие действия.
- Трубку при помощи инструмента или вручную откручивают от тормозного цилиндра или суппорта.
- При помощи визуального осмотра определяют наличие повреждений на поверхности трубки. Если они находятся близко к ее краю, то трубку можно восстановить, если нет, то ее надо заменить на новую.
- Используя такой инструмент, как труборез, от края трубки отрезают участок с повреждением и обрезанный край обрабатывают бензином.
- Обрезанный конец трубки зажимают клещами и в его внутренней части при помощи дрели со сверлом соответствующего диаметра снимают фаску.
- Участок внутренней поверхности трубки, где была снята фаска, очищают от стружки. После этого конец трубки вставляют в штуцер, выступающий в роли соединителя.
Аккуратно укорачиваем трубку с помощью специального резака
После того как все вышеописанные действия выполнены, трубку необходимо развальцевать, для чего лучше всего использовать специальный станок. Развальцовка, выполняемая при помощи такого станка, осуществляется по следующему алгоритму.
- Конец трубки, который требуется развальцевать, вставляют в зажимное отверстие станка. При этом часть трубки, выступающая из зажимного механизма станка, должна составлять примерно 5 мм.
- При помощи специального пуансона, которым оснащен такой станок, конец трубки развальцовывают.
- При необходимости развальцовки второго конца трубки вся вышеописанная процедура выполняется в такой же последовательности.
Сдавливаем плашку прессом, визуально следя за образованием грибка, и получаем качественно обжатую трубку
В результате выполнения развальцовки с помощью такого прибора, с правилами и тонкостями работы с которым лучше всего ознакомиться по видео, конец тормозной трубки становится аккуратно расширенным. Использование специального станка позволяет регулировать параметры такого расширения, ведь для тормозных систем, используемых на автомобилях разных марок, они могут серьезно разниться. Как правило, в специальных наборах, при помощи которых развальцевать тормозные трубки можно своими руками, есть и лекало, позволяющее осуществлять контроль за результатом выполнения технологической операции.
Разворачивание конца трубки посредством специального ножа, расположенного на задней стенке резака
Таким образом, развальцевать трубки, используемые в тормозной системе автомобиля, несложно, если использовать для этого специальные инструменты и приспособления. Выполняя такую развальцовку своими руками, вы не только экономите деньги, но и полностью контролируете процесс выполнения технологической операции, от результатов которой зависит работоспособность вашего транспортного средства. В таких случаях всегда следует помнить о том, что автомобильный слесарь выполняет работу не для себя, поэтому и относится к ней соответственно. Чтобы не переживать за результаты самостоятельного ремонта своего транспортного средства, необходимо придерживаться нескольких простых рекомендаций:
- четкое следование инструкциям, в качестве которых может выступать и видео;
- использование для развальцовки только качественных инструментов, приспособлений и расходных материалов;
- строгий контроль на всех этапах выполнения ремонтных мероприятий.
Когда необходима?
В тормозной системе каждой машины присутствуют тормозные трубки, основными функциями которых можно назвать следующие:
- заполнение тормозной системы рабочей жидкостью и поддержание ее в постоянной готовности к действию;
- обеспечение силовой связи между рабочими элементами тормозов;
- приведение в функциональное состояние поршня основного цилиндра;
- передача усилия на поршни колес;
- воздействие на колодки, которые путем прижатия к дискам способствуют полной остановке колес.
При ухудшении пропускной способности отдельных устройств либо потере герметичности системы эффективность тормозов резко ухудшается, увеличивается тормозной путь средства передвижения, что нередко приводит к серьезным авариям.
О необходимости диагностики тормозных трубок свидетельствуют такие моменты:
- наличие нехарактерного шума, звуков, пульсации при нажатии на педаль тормоза;
- ощущается свобода подвижности тормозной педали во время воздействия на нее;
- следы подтекания тормозной жидкости в местах неплотности;
- наблюдается снижение эффективности тормозов и появление изношенности колодок;
- при остановке автомобиль ведет в сторону.
Трубки могут плохо функционировать или протекать по нескольким причинам.
- Нарушена целостность 6-гранных содинительных головок, которыми оснащаются трубки.
- Снижение плотности резьбового соединения за счет попадания в него мусора или закоксовавшейся жидкости.
- Наличие трещин в трубке, закисленность резьбы, плохое качество крепежа.
Все вышеперечисленное оказывает негативное воздействие на состояние каждого прибора тормозной системы, поэтому эффективность тормозов становится заметно хуже. Профессионалы рекомендуют диагностировать неполадки тормозных трубок 1 раз в 6 месяцев.
Каждый автовладелец должен знать, что основная причина неисправности тормозной трубки – это потеря жидкости, что в ней присутствует. Протекание также влечет за собой гниение тормозного барабана, неравномерное изнашивание колодок. От таких неприятных моментов не может застраховаться практически никто, поэтому спциалисты считают, что ежегодно стоит тестировать тормозную систему целиком.
Процесс развальцовки тормозных трубок своими руками
Сначала необходимо определить степень поломки трубки и возможность ремонта. Для этого откручиваем её от суппорта или тормозного цилиндра. Если можно удалить повреждённый участок, сохранив при этом нужную длину, обрезаем этот кусок труборезом. После этого обрабатываем бензином оставшуюся часть, зажимаем клещами и снимаем внутреннюю фаску дрелью. При невозможности провести ремонт, покупаем трубку в магазине.
Инструкция по ремонту трубки своими руками:
- Устанавливаем трубку в приспособлении (основании). Необходимо, чтобы конец выступал на 5 мм за край;
- Меняем конус на штамп, необходимый под диаметр трубки;
- Закручиваем штамп;
- Вкручиваем штамп и расплющиваем слегка торец медной трубки;
- Одеваем штуцеры. Обязательно не забыть, а то придётся все переделывать;
- Снимаем штамп и меняем на инструмент в форме конуса;
- Аккуратно не торопясь, закручиваем;
- Вытаскиваем трубку и если необходимо зачищаем.
На выходе имеем новую тормозную трубку под конус. Развальцевать трубку можно и другим способом, называемым «грибок». Обычно на автомобилях европейского производства применяют развальцовку «грибком», а на японских моделях и других азиатских используется «конус». Чтобы развальцевать под «грибок» нужно просто не снимать необходимый штамп.
Когда требуется развальцовка?
При плохой передачи жидкости по трубкам торможение автомобиля происходит с опозданием, и тормозной путь увеличивается почти вдвое. Также в работе системы, особо заметно при нажатии педали тормоза, появляется посторонние звуки, а также некие пульсирующие движения. Движение педали, во время нажатия на нее, покажется вам немного свободным, это очень характерно при нарушении работы тормозной системы, а именно тормозных трубок и шлангов. Также, одной из причин неисправной работы трубочек, является видимая утечка жидкости и тормозной системы. Эта утечка приведет к перегреванию тормозных барабанов и к неравномерному изнашиванию тормозных колодок. Еще одним признаком может быть не привычное поведение автомобиля во время нажатия на педаль, а именно, автомобиль немного уходит в сторону. Конечно, это косвенная причина, но, как утверждают специалисты, она может указывать на неисправность трубочек.
Важно знать, что основными проблемами, из-за которых довольно часто происходит поломка трубочек, есть:
- разрушения структуры шестигранной головки;
- попадание сора и грязи в места резьбовых соединений или же попадание и закоксовывание жидкости в этих местах.
Выше указанные неприятности наносят очень большой вред не только элементам, но всей системе. Если владелец хочет уберечь машину от такого рода неприятностей ему следует помнить, что необходимо хотя бы один раз в год проходить тестирование тормозной системы автомобиля. Если приравнивать элементы и саму систему к километражу, то диагностика обязательно проводиться каждые 50000 километров, а детали, в частности резиновые трубки, меняются после 125 тысяч километров, не зависимо от того каком техническом они состоянии.
Инструменты
Увеличить диаметр мягкой и эластичной медной трубы можно и вручную, просто натягивая ее на коническую болванку подходящего размера.
Однако таким кустарным способом получить раструб с правильной геометрией очень сложно. Стенки могут иметь неоднородную толщину, из-за чего более тонкие растянутся слишком сильно, а толстые не растянутся совсем. Усилие, прилагаемое человеком, также неравномерно, поэтому возможно искривление трубы во время работы и перекос болванки, вследствие чего раструб получится асимметричным и перекошенным.
Чтобы сделать разбортовку аккуратно и сформировать из кромки трубы раструб нужной формы, способный обеспечить в дальнейшем надежное соединение элементов конструкции, используют различные инструменты.
Рекомендуем ознакомиться: Варианты и рекомендации по изготовлению изделий из профильных труб
Экспандер
Это ручной механизм, в котором развальцовка производится простым применением силы, так же как и при использовании конической болванки. Экспандер состоит из двух ручек и расширителя – раздвижного конического элемента, который вставляется в трубу. При воздействии на рычаги части расширителя расходятся в разные стороны, растягивая трубу.
Экспандер недорог и позволяет выполнить работу быстро и без особых трудозатрат. Однако получить качественный результат при помощи этого инструмента трудно. Стенки растягиваются неравномерно, более тонкие участки могут разорваться.
Конусный развальцовщик
Это небольшой набор из двух инструментов: матрицы и собственно развальцовщика.
Матрица – это тиски с несколькими цилиндрическими отверстиями, расширенными сверху до 45⁰. Размеры отверстий соответствуют стандартным диаметрам труб.
Развальцовщик состоит из:
- корпуса с направляющими,
- конусного расширителя,
- управляющего механизма,
- силового винта.
При вращении силового винта, приводящего в действие управляющий механизм, расширитель постепенно ввинчивается в кромку трубы, расширяя ее. Направляющие обеспечивают неизменность взаимного расположения трубы и расширителя, благодаря чему не возникает перекосов и получается ровный и аккуратный раструб.
Механический развальцовщик
Этот инструмент схож с предыдущим, но его рабочим органом является не конус, а набор вальцов. Вальцы не растягивают, а раскатывают стенки трубы, расширяя ее равномерно и постепенно, благодаря чему металл имеет одинаковую толщину на всей развальцованной поверхности, а раструб получается аккуратным и симметричным.
Развальцовщик с электроприводом
Такой вальцовочный аппарат в дополнение к механическому развальцовщику имеет электропривод, благодаря чему работы по расширению труб выполняются быстрее и с меньшими трудозатратами.
Проведение процедуры своими руками
Процесс вальцовки трубок тормозной системы может проводиться собственноручно владельцем автомобиля. Для этой цели желательно пользоваться чертежами.
Сначала нужно определиться со степенью неисправности и возможности проведения ремонтных работ. Трубки откручивают от суппорта либо тормозного цилиндра и осматривают. Если удастся ликвидировать поврежденный участок, сохраняя длину элемента в пределах возможного использования, то его стоит отрезать труборезом либо ножовкой по металлу.
Следующим шагом будет обработка места среза трубки бензином. Далее мастеру следует зажать клещами деталь и снять внутреннюю фаску дрелью.
Пошаговая инструкция последующих действий выражается несложным алгоритмом.
- Трубу стоит установить в приспособлении. При этом ее конец должно выступать за края на 5 мм.
- Конус стоит сменить штампом, соответствующим диаметру трубки.
- Штамп нужно закрутить.
- Вкрутить штамп, а также слегка расплющить торец медной трубки.
- Надеть штуцеры.
- Снять штамп и сменить на инструмент конусовидной формы.
- Осуществить аккуратное закручивание.
- Вытащить трубку и при необходимости зачистить ее.
В итоге вышеперечисленных мероприятий получается тормозная трубка под конус. Вальцовка труб возможно и иным методом, который называется «Грибок». Такой вариант процедуры подходит для автомобилей европейского изготовления. Для развальцовки «грибком» не требуется снимать нужный штамп.
Преимуществом самостоятельной развальцовки тормозных трубок можно считать то, что работа будет проведена аккуратно – на совесть. Кроме того, не потребуются дополнительные затраты на оплату работы мастеров. Минусом осуществления процедуры в домашних условиях можно назвать то, что набор инструментов или станок будет использоваться очень редко, так как в вальцовке трубки нуждаются редко.
После одноразового проведения процедуры можно получить опыт для дальнейшего осуществления развальцовок. Однако проводить ремонт трубок самостоятельно или доверить его специалистам – это личное дело каждого. Единственное, о чем не стоит забывать автомобилисту – это регулярное отслеживание состояния деталей тормозной системы личного транспорта.
В качестве вывода можно сказать, что развальцовка тормозных трубок не является сложным и трудоемким процессом. Ремонтные работы своего автомобиля можно делать своими руками, но при этом строго придерживаться инструкции.
Подробнее о развальцовке тормозных трубок смотрите далее.