Ремонт головки цилиндров ямз-238
Содержание:
- Неисправности, когда требуется снятие и установка ГБЦ
- Как отрегулировать клапана на ямз 236
- Моменты затяжки основных резьбовых соединений
- Назначение и строение ГБЦ
- Польза регулярной регулировки
- Необходимость в проведении регулировки клапанного механизма и суть подготовки
- Ремонт головки цилиндров ЯМЗ-238
- Необходимость в проведении регулировки клапанного механизма и суть подготовки
- Крышка ГБЦ и порядок затяжки её болтов
- Для чего нужно регулировать клапанный механизма и подготовка к регулировке
- Устройство двигателя ЯМЗ 238
- Этапы проведения регулировки
- Вывод
Неисправности, когда требуется снятие и установка ГБЦ
Существует ряд неисправностей, по причине которых ГБЦ ВАЗовской «шестёрки» приходится демонтировать с автомобиля для дальнейшей диагностики или ремонта. Остановимся на них детальнее.
Прогорела прокладка
О том, что прокладка ГБЦ вышла из строя (прогорела или её пробило), свидетельствуют следующие признаки:
- появление подтёков или прорыв газов на стыке между блоком двигателя и головкой. При таком явлении в работе силовой установки появляются посторонние шумы. При разрыве внешней оболочки уплотнителя могут появляться следы смазки или охлаждающей жидкости (ОЖ);
-
образование эмульсии в моторном масле. Происходит такое при попадании охлаждающей жидкости через прокладку в масло либо при образовании трещины в БЦ;
-
появление белого дыма из системы выхлопа. Белый выхлоп возникает при попадании ОЖ в камеру сгорания мотора. В такой ситуации уровень жидкости в расширительном бачке постепенно снижается. Несвоевременный ремонт может привести к гидроудару. Гидроудар — неисправность, которая вызвана резким повышением давления в подпоршневом пространстве;
-
попадание смазки и/или отработавших газов в систему охлаждения двигателя. Выявить попадание смазки в ОЖ можно по наличию масляных пятен на поверхности жидкости в расширительном бачке. Кроме этого, когда нарушается герметичность прокладки, в бачке могут появиться пузыри, свидетельствующие о проникновении в систему охлаждения отработавших газов.
Видео: повреждение прокладки ГБЦ
Повреждение привалочной плоскости ГБЦ
К образованию дефектов привалочной поверхности головки блока могут приводить такие причины:
- продолжительная работа силового агрегата;
- перегрев мотора;
- некачественная охлаждающая жидкость.
Дефекты такого рода устраняются путём обработки плоскости, с предварительным демонтажем головки.
Повреждение привалочной плоскости на примере ГБЦ «Калины»
Трещины в головке блока
Основными причинами, которые приводят к появлению трещин в ГБЦ, являются перегрев мотора, а также неправильная затяжка крепёжных болтов при монтаже. В зависимости от характера повреждений головку можно отремонтировать с помощью аргоновой сварки. При серьёзных дефектах ГБЦ придётся заменить.
Перегрев мотора может привести к появлению трещины на ГБЦ
Износ направляющих втулок
При большом пробеге двигателя или применении некачественного моторного масла, направляющие втулки клапанов изнашиваются, что приводит к нарушению герметичности между седлом и тарелкой клапана. Основным признаком такой неисправности является повышенный расход масла, а также появление сизого дыма из выхлопной трубы. Проблема устраняется путём замены направляющих втулок.
Износ сёдел клапанов
Сёдла клапанов могут изнашиваться по нескольким причинам:
- использование низкокачественного топлива;
- большой пробег двигателя;
- неправильная установка зажигания.
Неисправность решается правкой либо заменой сёдел. Кроме этого, в обязательном порядке проверяется система зажигания.
Дефекты седла приводят к неплотному прилеганию клапана и потере герметичности камеры сгорания
Облом свечи зажигания
Довольно редко, но бывает, что в результате чрезмерной затяжки свечи, деталь обламывается на резьбе в свечном отверстии. Чтобы извлечь остатки свечного элемента ГБЦ, требуется демонтировать и подручными инструментами выкручивать резьбовую часть.
Неисправности ЦПГ
При неполадках цилиндропоршневой группы двигателя, головку блока также приходится снимать. К наиболее распространённым поломкам ЦПГ относятся:
- повышенный износ цилиндров, колец и поршней;
- повреждение поршня;
- залегание колец.
При чрезмерном износе цилиндров двигатель полностью разбирают для замены поршневой группы, а также для расточки внутренней полости цилиндров на станке. Что касается повреждения самих поршней, то они хоть и нечасто, но прогорают. Всё это приводит к необходимости демонтажа ГБЦ и замены неисправных деталей. При залегании колец нормальная работа цилиндра и двигателя в целом становится невозможной.
При залегании колец нормальная работа двигателя нарушается
Как отрегулировать клапана на ямз 236
РЕГУЛИРОВКА ЗАЗОРОВ В КЛАПАННОМ МЕХАНИЗМЕ ДВИГАТЕЛЕЙ ЯМЗ-236Н, ЯМЗ-236НЕ2, ЯМЗ-236НЕ, ЯМЗ-236БЕ2, ЯМЗ-236БЕ, ЯМЗ-236Б
Тепловые зазоры в клапанном механизме предназначены для обеспечения герметичной посадки клапана на седло при расширении деталей привода клапанов во время работы двигателя. Величина теплового зазора у впускного и выпускного клапанов устанавливается одинаковой и регулируется в пределах 0,25. 0,30 мм. При повторной проверке зазоров после прокрутки коленчатого вала отрегулированного двигателя возможно изменение их до пределов 0,20.0,35 мм из-за погрешности формы и расположения поверхностей деталей распределительного механизма, что является допустимым.
При слишком больших тепловых зазорах уменьшается высота подъема клапанов, вследствие чего ухудшаются наполнение и очистка цилиндров, растут ударные нагрузки и увеличивается износ деталей газораспределительного механизма. При очень малых зазорах в результате теплового расширения деталей газораспределительного механизма не обеспечивается плотное прилегание клапанов к седлам, нарушаются газодинамические процессы в цилиндрах двигателя, ухудшаются мощностные и технико-экономические показатели двигателя. Кроме того, уменьшение зазора в приводе выпускных клапанов может привести к перегреву клапанов и их прогару.
Тепловые зазоры регулировать на холодном двигателе или не ранее, чем через 1 час после его остановки.
При регулировке тепловых зазоров и повторной их проверке коромысла клапанов рекомендуется прижать:
• на головке правого ряда цилиндров коромысла выпускных клапанов к торцу оси, впускных клапанов — к упорной шайбе;
• на головке левого ряда цилиндров коромысла выпускных клапанов к упорной шайбе, впускных клапанов
Выпускные клапаны правого ряда цилиндров расположены ближе к вентилятору, левого ряда цилиндров — к маховику.
1 Выключить подачу топлива.
2 Отвернуть болты крепления крышек головок цилиндров и снять крышки.
3 Проверить момент затяжки болтов крепления осей коромысел, который должен быть 120.150 Н-м (12.15 кгс-м).
4 Проворачивая коленчатый вал по часовой стрелке (при виде со стороны вентилятора) спереди ключом за болт крепления шкива или сзади ломиком за маховик через люк в нижней части картера маховика, используя отверстия в маховике (рис. 61), установить момент, когда впускной клапан первого цилиндра полностью поднимется (то есть закроется). Продолжая вращать коленчатый вал, провернуть его еще примерно на 1/3 оборота (-120°). Это положение коленчатого вала соответствует такту сжатия в первом цилиндре и оба клапана этого цилиндра будут закрыты.
5 Проверить щупом зазор между торцом клапана и носком коромысла у впускного и выпускного клапанов первого цилиндра и, при необходимости, отрегулировать.
6 Для регулировки зазоров отвернуть гайку
регулировочного винта, вставить в зазор щуп и, вращая винт отверткой (рис. 62), установить зазор 0,25.0,30 мм. Придерживая винт отверткой, затянуть гайку и проверить величину зазора. При правильно отрегулированном зазоре щуп толщиной 0,25 мм должен входить при легком нажиме, толщиной 0,30 мм — с усилием.
7 Для регулировки зазоров клапанного механизма остальных цилиндров провертывать коленчатый вал в том же направлении до полного закрытия впускного клапана регулируемого цилиндра и дополнительно еще на 1/3 оборота. Зазоры регулировать как указано выше (см. п.6).
Регулировку зазоров по цилиндрам рекомендуется проводить в соответствии с порядком их работы 1-4-2-5-3-6. Схема нумерации цилиндров приведена в разделе «Техническая характеристика».
8 После окончания регулировки зазоров запустить двигатель и прослушать его работу. Стуков в клапанном механизме не должно быть. В случае наличия характерного стука клапанов остановить двигатель и регулировку зазоров повторить. зазоров отвернуть гайку
9 Поставить и закрепить крышки головок цилиндров, проверить состояние прокладок. В месте прилегания крышек масло не должно подтекать.
Моменты затяжки основных резьбовых соединений
Крепеж головки цилиндров
Порядок затяжки болтов крепления головки блока цилиндров.
На рисунке приведен порядок затяжки болтов крепления головки цилиндров. Предварительно установленные болты подтянуть от руки. В дальнейшем болты крепления головки блока цилиндров затягиваются за три приема:
1 прием – болты затянуть моментом 100±10 Н·м (10±1 кгс·м).
2 прием – болты довернуть на 180º±5º.
3 прием – болты довернуть на 90º±5º.
Внимание:
После затяжки болтов крепления головки блока цилиндров, выполненной в три приема, дальнейшего контроля затяжки болтов в эксплуатации не требуется
Резьбовое соединение
Момент затяжки, Н·м (кгс·м)
Крепеж коленчатого вала и шатунно-поршневой группы
Болты крепления крышки коренных подшипников коленчатого вала
Предварительный момент затяжки: 135±15 (13,5±1,5)
Окончательный момент: довернуть болты на 120º±2º
Болты крепления маховика.
Внимание:
Болты используются только 1 раз. Установка болтов второй раз недопустима.
Предварительный момент затяжки: 85 ± 5 (8,5 ± 0,5)
Окончательный момент: довернуть болты на 90º±2º
Болты крепления гасителя крутильных колебаний.
Внимание:
Болты используются только 1 раз
Установка болтов второй раз недопустима.
Предварительный момент затяжки: 85 ± 5 (8,5 ± 0,5)
Окончательный момент: довернуть болты на 90º±2º
Болты крепления крышки шатуна
Предварительный момент затяжки: 70 ± 5 (7 ± 0,5)
Окончательный момент: довернуть болты 115º±2º
Болты крепления форсунок охлаждения поршней
8 – 10 (0,8 – 1,0)
Крепеж внутри картера маховика
Болты крепления корпуса шестерен
80 — 100 (8,0 – 10,0) с нанесением анаэробного герметика Loctite 518 на фланец
Болты крепления масляного насоса
22 — 25 (2,2 – 2,5)
Болты крепления подшипника распределительного вала
50 – 55 (5 – 5,5)
Болты крепления промежуточной шестерни привода пневмокомпрессора
50 – 55 (5 – 5,5)
Болты крепления картера маховика
Ø10мм: 43 — 55 (4,4 – 5,6)
Ø12мм: 80 — 100 (8,0 – 10,0)
с нанесением герметика Loctite 518 на фланец
Крепеж механизма газораспределения
Болты стоек и оси коромысел
Затяжку производить в три приёма:
1. Завернуть на 2 — 3 оборота;
2. Начиная с середины, последовательно перемещаясь в обе стороны, затянуть моментом 20 — 30 (2,0 — 3,0);
3. Начиная слева, последовательно перемещаясь вправо дотянуть моментом 73,54 ± 4,9 (7,5 ± 0,5)
Регулировочные гайки коромысел
50 – 55 (5 – 5,5)
Крепеж топливной аппаратуры
Гайка крепления шестерни привода топливного насоса
195 ± 5 (19,5 ± 0,5)
Болты крепления топливного насоса высокого давления
50 — 55 (5,0 – 5,5)
Болты крепления рампы
45 ± 2 (4,5 ± 0,2)
Болты крепления скоб форсунок в головке цилиндров
Предварительный момент затяжки: 16±1 (1,6± 0,1)
Окончательный момент: довернуть болты на 95º±2º
Гайка штуцера форсунки в головке блока цилиндров
Предварительный момент затяжки: 5 (0,5)
Окончательный момент затяжки: 55 ± 1 (5,5 ±0,1)
Гайки крепления топливопроводов к рампе и штуцеру форсунки
25+8 (2,5+0,8)
При течи топлива затянуть максимальным моментом 50 (5,0)
Болты крепления фильтра тонкой очистки топлива
22 – 25 (2,2 – 2,5)
Болты крепления блока электронного управления
8 – 10 (0,8 – 1,0)
Крепеж крышки головки цилиндров и масляного картера
Болты крепления крышки головки цилиндров
8 – 10 (0,8 – 1,0)
Болты крепления картера масляного
22 — 25 (2,2 ± 2,5) с нанесением герметика Loctite 518 на фланец
Пробка сливного отверстия масляного картера
70 ± 14 (7,0 ± 1,4)
Крепеж навесных агрегатов
Болты крепления кронштейна генератора
50 – 55 (5,0 -5,5)
Болты крепления генератора на кронштейне
50 – 55 (5,0 -5,5)
Болты крепления кронштейна компрессора кондиционера
50 – 55 (5,0 -5,5)
Болты крепления компрессора кондиционера на кронштейне
22 – 25 (2,2 – 2,5)
Болты крепления натяжных роликов
50 – 55 (5,0 -5,5)
Болты крепления пневмокомпрессора
Ø10мм: 50 — 55 (5,0 – 5,5)
Ø14мм: 140 — 160 (14 – 16)
Болты крепления насоса гидроусилителя руля
50 – 55 (5,0 -5,5)
Гайки крепления стартера
80 – 100 (8 – 10)
Болты крепления распределительной водяной трубы на головке
22 – 25 (2,2 – 2,5)
Болты крепления сервисного модуля
22 – 25 (2,2 – 2,5)
Болты корпуса привода вентилятора
Ø 8мм: 22 — 25 (2,2 – 2,5)
Ø10мм: 50 — 55 (5,0 – 5,5)
Болты крепления предпускового электроподогревателя воздуха
22 – 25 (2,2 – 2,5)
Болты рымов двигателя
140 – 160 (14 – 16)
Крепеж выпускного тракта
Болты крепления выпускного коллектора
Предварительный момент затяжки: 20 (2,0)
Окончательный момент затяжки: 50- 55 (5,0 – 5,5)
Гайки крепления турбокомпрессора на выпускном коллекторе
50 — 55 (5,0 – 5,5)
Гайки крепления заслонки моторного тормоза
50 — 55 (5,0 – 5,5)
Назначение и строение ГБЦ
Современные автомобили в подавляющем большинстве используют различные виды топлива для совершения работы за счет его сгорания. Воспламенение воздушно-топливной смеси происходит в двигателе внутреннего сгорания.
При детонации топлива в камере сгорания происходит «взрыв» смеси и при этом выделяется газы, которые и толкают поршень к нижней мертвой точке. Чтобы работа двигателя была корректна, все отработавшие газы через выпускной коллектор выводятся в атмосферу. Для этого в конструкции двигателя предусмотрена система газораспределения
Наиболее важной составляющей этого механизма является головка блока цилиндров
В зависимости от конструкции автомобильного двигателя, головки блока цилиндров могут изготавливаться из чугуна или более легкого алюминия. Форму ГБЦ обычно придают путем литья. Конструктивные особенности могут быть различны, но в основном головка содержит такие части, как:
- камеры сгорания;
- клапана (различают впускные и выпускные, в соответствие с их назначением – впускные открывают доступ рабочей смеси из топлива и воздуха в цилиндр, выпускные – осуществляют вентиляцию цилиндра за счет выталкивания поршнем отработавших газов в выпускной коллектор);
- участок газораспределительного механизма;
- рубашка охлаждения;
- отливка для форсунок или свечей зажигания;
- масляные каналы.
Между блоком цилиндров и головкой обычно устанавливается прокладка, которая не допускает прорыва газов из-под камеры сгорания, а также масла и охлаждающей жидкости из каналов, соединяющие ГБЦ и сам блок.
О силах, действующих на ГБЦ во время работы мотора
При работе мотора автомобиля, головка подвергается воздействию высокого давления (за счет такта сжатия в камере сгорания давление может достигать до 15 атмосфер), высокой температуры сгорания смеси (около 550-600 ºС), вибрации со стороны кривошипно-шатунного механизма.
Между блоком цилиндров и головкой устанавливается прокладка, которая имеет определенную толщину – при затягивании болтов крепления головки, эта толщина уменьшается (дает усадку) и ГБЦ плотно прилегает к корпусу двигателя. Но во время затяжки, головка имеет свойство деформироваться на тысячные доли миллиметра, поэтому болты всегда заворачивают в определенном порядке.
Силы, действующие на ГБЦ во время завинчивания винтов
Обеспечить высокую герметичность камеры сгорания только установкой головки на блок цилиндров не получается, поэтому между ними стоит прокладка. Она имеет более низкую жесткость, при затяжке болтов прокладка сжимается, тем самым производится уплотнение зазоров. Если завинчивание крепежных винтов производится в произвольном порядке, а момент затяжки болтов ГБЦ на ключе не контролируется, можно получить деформацию корпуса головки или прогорание прокладки.
Следует напомнить, что такое момент затяжки болтов. Под этим подразумевается величина усилия на гаечном ключе, которое обеспечит герметичность соединения головки и блока цилиндров. Момент затяжки болтов и последовательность выполнения работы указываются в инструкции по ремонту и эксплуатации транспортного средства. Эти рекомендации следует выполнять неукоснительно.
Польза регулярной регулировки
Расстояние между компонентами — обязательное требование. Данный параметр устанавливается руками. При этом, необходимо соблюсти все правила.
- Превышение зазора чревато нарушением распределения газов. Если реализуется эта опасность, клапаны и вовсе могут перестать открываться. К тому же, сальники начинают испытывать дополнительную нагрузку, эксплуатационный срок механизма снижается.
- Уменьшение зазора чревато неплотным закрытием клапана, а следовательно — перегреву двигателя. Но самое главное — камера сгорания подвергается дополнительной опасности. Она может закрываться неплотно, а фаски испытывать дополнительное напряжение.
Даже небольшой дефект многократно усиливает нагрузку на весь механизм и приводит к более быстрому износу оборудования. Герметичное закрытие впускного клапана — обязательное требование для продления срока службы двигателя. В противном случае, эксплуатационный срок двигателя многократно снижается.

Необходимость в проведении регулировки клапанного механизма и суть подготовки
Детали мотора ЯМЗ 238, как и узлы любых других двигателей, подвергаются нагреву и, как следствие, упругому расширению. Операция производится с целью обеспечить в разогретом рабочем состоянии плотное прилегание клапана к седлу.
В процессе эксплуатации стоит принимать внимание, что:
- увеличенный тепловой зазор приводит к ухудшению работы камеры сгорания, сокращая ресурс исполнительных органов ГРМ;
- малый зазор не обеспечивает герметичного соединения между клапаном и седлом ГБЦ, что ведет не только к ухудшению показателей мотора, но и приводит к прогару.
Первоначальная задача подготовительного процесса – выключение подачи топлива. Обесточить ТНВД можно поворотом скобы кулисы, расположенной в корпусе регулятора частоты вращения, вниз.
В ранг мероприятий подготовительного плана также включены:
- охлаждение двигателя до температуры 20-30 градусов;
- демонтаж клапанной крышки;
- проверка усилия затяжки осей коромысел ГРМ (заводом-изготовителем предписан диапазон 120-150 Нм).
Ремонт головки цилиндров ЯМЗ-238
Демонтаж и монтаж головки цилиндров
Головку цилиндров снимать только для устранения неисправностей деталей цилиндро-поршневой группы, прокладки головки цилиндров, клапанов или для замены самой головки.
Снимать головку цилиндров в следующем порядке:
1. Слить охлаждающую жидкость из системы охлаждения двигателя.
2. Отсоединить от головки все трубопроводы, защитить их внутренние полости от попадания пыли и грязи.
3. Снять крышку головки цилиндров.
4. Отвернуть гайки скоб крепления форсунок (рис. 1), снять форсунки (рис. 2), предохраняя распылитель от ударов и засорения отверстий.
5. Отвернуть гайки крепления осей коромысел, снять оси коромысел в сборе с коромыслами и извлечь штанги.
6. Отвернуть гайки крепления головки цилиндров (рис. 3), соблюдая последовательность, обратную затяжке (рис. 4) не менее чем за три приема:
— I — прием — до 147…118 Нм (15…12 кгс·м)
— II — прием — до 49…39 Нм (5…4 кгс·м)
— III- прием — вывернуть гайки.
7. Снять головку цилиндров с двигателя и осмотреть ее состояние.
8
Если необходимо, осторожно снять прокладку головки цилиндров
9. Проверить состояние гильз цилиндров и закрыть цилиндровые отверстия, чтобы предохранить их от попадания пыли и грязи.
Установку головки цилиндров на двигатель производить в обратном порядке.
Перед установкой протереть чистой ветошью привалочные плоскости блока цилиндров, бурта гильзы цилиндров и головки цилиндров.
Повторное использование металлической прокладки головки цилиндров допускается с той же головкой цилиндров только при неизменном положении гильз в блоке цилиндров и при отсутствии следов прорыва газов в зоне газового стыка.
Повторное использование резиновой прокладки и уплотнителей возможно только при отсутствии трещин, повреждений, затвердевания.
Обратить внимание на правильность установки резиновой прокладки и уплотнителей. Резьба должна быть смазана чистым моторным маслом
Резьба должна быть смазана чистым моторным маслом.
Гайки крепления головок цилиндров затягивать на холодном двигателе в порядке возрастания номеров, как показано на рис. 4 не менее чем за три приема:
— I — прием — 39…49 Нм (4…5 кгс·м);
— II — прием — 118…147 Нм (12…15 кгс·м);
— III — прием — 216…235 Нм (22…24 кгс·м).
После затяжки повторной операцией проверить требуемый крутящий момент на каждой гайке, соблюдая указанную последовательность.
Нельзя затягивать гайки моментом большим, чем указано, так как это неизбежно приведет к разрушению деталей, а герметичность уплотнения не улучшится.
Необходимость в проведении регулировки клапанного механизма и суть подготовки
Детали мотора ЯМЗ 238, как и узлы любых других двигателей, подвергаются нагреву и, как следствие, упругому расширению. Операция производится с целью обеспечить в разогретом рабочем состоянии плотное прилегание клапана к седлу.
В процессе эксплуатации стоит принимать внимание, что:
- увеличенный тепловой зазор приводит к ухудшению работы камеры сгорания, сокращая ресурс исполнительных органов ГРМ;
- малый зазор не обеспечивает герметичного соединения между клапаном и седлом ГБЦ, что ведет не только к ухудшению показателей мотора, но и приводит к прогару.
Первоначальная задача подготовительного процесса – выключение подачи топлива. Обесточить ТНВД можно поворотом скобы кулисы, расположенной в корпусе регулятора частоты вращения, вниз.
В ранг мероприятий подготовительного плана также включены:
- охлаждение двигателя до температуры 20-30 градусов;
- демонтаж клапанной крышки;
- проверка усилия затяжки осей коромысел ГРМ (заводом-изготовителем предписан диапазон 120-150 Нм).
Крышка ГБЦ и порядок затяжки её болтов
Металлическая крышка, устанавливаемая на ГБЦ, не должна пропускать воздух. В точках соприкосновения с другими деталями герметичность должна сохраняться тоже. Поэтому на кромку крышки наносят герметик. Пример показан на фото.
Крышка ГБЦ перед монтажом
Здесь нужно применять материалы: Локтайт-574, АНАКРОЛ и т.д. Винты на крышке закручивают ключом «на 8».
Откручивать винты можно в любом порядке. Их количество равно 15 или 14.
При монтаже лучше соблюдать последовательность, показанную у нас ниже.
Порядок затяжки крышки отмечен цифрами и стрелочками
Заменять винты обычно не требуется – нагрузка слишком мала. Желаем успеха.
Для чего нужно регулировать клапанный механизма и подготовка к регулировке
Так как детали двигателя ЯМЗ 238 во время работы нагреваются, то они подвержены упругому расширению. Поэтому периодическая регулировка клапанов нужна для того, чтобы клапана максимально плотно прилегали к седлу в нагретом состоянии. Кроме этого, надо помнить, что во время работы мотора появляются и такие особенности:
- тепловой зазор, у которого увеличились размеры ухудшит работу камеры сгорания, также детали ГРМ быстрее износятся;
- если зазор будет слишком мал, то не будет плотного соединения между седлом головки блока цилиндров и клапаном, это приведет к ухудшению характеристик двигателя, также увеличится риск прогара клапанов.
Для начала надо выключить подачу горючего, отключить ТНВД можно, повернув скобу кулисы вниз, она установлена в корпусе регулятора частоты вращения.
Подготовка к регулировке клапанов:
- дать мотору остыть до 30 градусов;
- снять клапанную крышку;
- проверить насколько хорошо затянуты оси коромысел ГРМ, изначально это усилие находится в пределах 120-150 Нм.
Устройство двигателя ЯМЗ 238
Перед началом ремонта следует разобраться в устройстве газораспределительного механизма (ГРМ) двигателя ЯМЗ 238. Именно он отвечает за своевременный впуск рабочей свечи в цилиндр и выпуск отработанных газов из камеры сгорания.
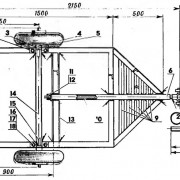
Основными конструктивными элементами ГРМ являются распределительный вал, толкатели, штанги толкателей, клапаны и коромысла (рисунок 1).
Рисунок 1. Устройство газораспределительного механизма ЯМЗ 238
Главным рабочим механизмом системы является распределительный вал. Его кулачки подают передают импульсы на толкатели. Они воздействуют на клапаны, которые возвращаются на исходную позицию с помощью пружин.
Правильная регулировка клапанов ЯМЗ 238 поможет наладить оптимальный режим подачи топлива и полный вывод отработанных газов. Благодаря этому продлевается срок эксплуатации двигателя и достигается оптимальный размер топлива.
Этапы проведения регулировки
Регулировка клапанов ЯМЗ 236 проводится ручным способом и не требует специальных инструментов, а для подготовки механизма к последующему ремонту потребуется сделать следующее:
Отключите подачу топлива. Для полного перекрытия подачи используется скоба регулятора, данное действие необходимо для соблюдения требований пожарной безопасности.
Откройте механизм для ручной настройки. Привод с цилиндрами закрыт специальными крышками, которые предстоит полностью снять. Для этого раскрутите гайки, которые удерживают крышку, и полностью снимите все крепежные элементы. Прокладка клапанной крышки ЯМЗ 236, которые перекрывает доступ к зазорам и может помешать нормальной работе, должна быть устранена.
Проверьте состояние затяжки. Теперь необходимо провести диагностику момента затяжки на креплениях, которые удерживают ось коромысла. Чтобы получить точные данные, нужно использовать специальный диномометрический ключ, а снятые показания не должны превышать границы разрешенного диапазона 12-15 кГм.
Механическая прокрутка. Вал предстоит поворачивать по часовой стрелке относительно вентилятора. Чтобы запустить движение, можно использовать лом или ключ на 32 мм, которым проворачивают болт на шкиве вала
Когда движение запущено, обратите внимание на крышку клапана, которая начнет медленно закрываться. В момент, когда крышка полностью закрылась, можно приступать к последующей настройке
В таком положении вал проворачивается еще на четверть оборота в направлении своего движения.
Проверка зазоров. После того, как крышки полностью закрылись, используйте щуп для проверки зазоров. Проверьте расстояние между стенками деталей у цилиндра, который вы регулировали по движению вала. Полученные показания нужно сравнить с установленными допущениями, если они реальные цифры значительно отличаются, то следует произвести регулировку.
Редукционный клапан ЯМЗ 236 регулируется по следующей схеме:
- Подготовка. Сначала ослабьте контрольную гайку на винте, но не следует снимать ее полностью, поэтому во время работы двигается только гайка, а винт остается в неподвижном состоянии.
- Замер. Полученный зазор измеряем щупом с толщиной не более 0,25 мм, теперь вращайте винт до соприкосновения стенок с щупом.
- Закрытие. После того, как полученный зазор получил требуемый размер, затяните контрольную гайку, придерживая винт.
На последнем этапе нужно проверить результаты регулировки клапанов ЯМЗ 236. Чтобы убедиться в правильности настроек, снова возьмите щуп на 0,25 мм и вставьте его в зазор. Он должен входить свободно, но не болтаться из стороны в сторону. В качестве последней проверки можно использовать щуп с толщиной 0,30 мм и снова вставить его в зазор. Если вы правильно выставили размер, такой щуп тоже войдет в отверстие, но будет плотно прижиматься к стенкам.
Клапанной механизм на ЯМЗ 236 состоит из ряда цилиндров, а регулировке подвергается каждый цилиндр в отдельности. Одновременно можно работать с двумя клапанами, но двигаться нужно с краев к центру. Процесс регулировки клапанов ЯМЗ 236 не так сложен, как может показаться поначалу, а после нескольких пробных процедур вы сможете произвести такие работы самостоятельно.
Вывод
Двигатель ЯМЗ 7511 — это высококлассный и мощный современный мотор, который за время своей службы доказал, что достоин внимания. Высокие технические характеристики, мощность, а также простота в обслуживании и ремонте, сделали популярным и любимым двигатель ЯМЗ, как на территории России, так и за её приделами.
Головка блока цилиндров ЯМЗ-7511
Сборка головки блока цилиндров ЯМЗ-7511
Установить клапана в гнезда, к которым они притерты. (236-1007015; 7511-100710).
Установить головку блока цилиндров ЯМЗ-7511 на плиту поверочную с обеспечением предохранения привалочной плоскости головки от поверхности.
Установить тарелки клапанных пружин (236-1007024), пружины внутреннюю и наружную (7511.1007020), шайбы пружин клапана (7511.1007025), втулки тарелки пружины клапана (236-1007026).
С помощью приспособления вставить сухари клапанов (236-1007028).
Проверить на герметичность посадки клапанов после притирки и сборки.
Клапаны, пружины и детали их крепления установить на головку цилиндров и засухарить клапаны, используя приспособление, изображенное на рисунке.
Качество притирки сопряжения клапан-седло проверить на герметичность путем заливки керосина или дизельного топлива, заливая его поочередно во впускные и выпускные каналы.
Хорошо притертые клапаны не должны пропускать керосин или дизельное топливо в течение одной минуты.
Допустима проверка качества притирки карандашом
Для этого поперек фаски притертого чистого клапана мягким графитовым карандашом нанести через равные промежутки 10 – 15 черточек, после чего осторожно вставить клапан в седло и, сильно нажимая к седлу, повернуть его на 1/4 оборота
При хорошем качестве притирки все черточки на рабочей фаске клапана должны стереться. При неудовлетворительных результатах проверки качества притирки ее необходимо продолжить.
С помощью шпильковерта ввернуть в головку цилиндров шпильки (310420-П2; 310460-П29; 310488-П29). Шпильки крепления коромысел клапанов (310420-П2) должны быть затянуты с моментом Мкр=50-100 Нм (5-10 кг/см).
Размер выступания над плоскостью головки цилиндров должен быть 57-60 мм.
Повторить операции 11.1-11.6 для остальных головок.
Установка головки блока цилиндров ЯМЗ-7511
Запрессовать штифты установочные головок (313410-П2, 16 шт.) в блок цилиндров двигателя ЯМЗ-7511/7514. Выступание штифтов в размер 10±0,5 мм.
Установить прокладки цилиндров (7511.1003312 и 7511.1003213, 8 шт.) на установочные штифты, проверив фиксацию уплотнителей в отверстиях прокладок.
Завернуть шпильки крепления головок цилиндров (7511.1003016-20, 42 шт.) в резьбовые отверстия блока цилиндров на 3-5 ниток резьбы от руки, а затем окончательно с Мкр=49-98 Нм (5-10 кг/см) (14, 15, 19), ключ для завертывания шпилек, гайковерт.
Установить головку цилиндров на шпильки и штифты установочные, протерев салфеткой привалочную плоскость и кольцевые канавки под прокладку (головка цилиндров с клапанами в сборе 7511.1003010).
Установить шайбы (16, 312399-П2, 48 шт.), навернуть гайки крепления головок цилиндров (М16, 311423-П5, 42 шт.) на шпильки на 3-5 ниток резьбы от руки плоским пояском к шайбе.
Завернуть гайки окончательно Мкр=216-235 Нм (22-24 кг/см) в два приема (S=24). Эту операцию повторить для остальных головок цилиндров.
Запрессовать штифты установочные (313410-П2, 2 шт.) крышки шестерен распределения в отверстия переднего торца блока цилиндров, выдержав размер выступания штифтов 10±0,5мм от плоскости блока цилиндров двигателя ЯМЗ-7511/7514.
С помощью подвески для двигателя установить блок на стенд для переборки двигателя.
Установить заглушку сапуна (238Н-1002402-Б) полностью прошлифованной стороной с прокладкой (236НМ-1014272) на блок ввернуть болты крепления (М10, 201495-П29, 2 шт.), подсобранные с шайбами (252136-П2, 2 шт.) на 2-3 нитки резьбы от руки, затем окончательно.
Установить трубку отвода масла от ТНВД (7511.1111620) в развал блока и закрепить болтами (16201-1015624, 2 шт.) (S=19).
Ввернуть пробку (К 8” 316109-П2) в отверстие крышки шестерен распределения (238Б-1002254Г) (S=27).
Смазать привалочные поверхности водяного насоса (7511.1307010-10) и крышки шестерен распределения тонким слоем графитовой смазки (ГОСТ 3333-80) УССА.
Установить на шпильки крышки прокладку водяного насоса (7511.1307048), водяной насос.
Навернуть гайки крепления (М10, 250513-П29, 4 шт.), подсобранные с шайбами (252136-П2 шт.) на шпильки крышки на 2-3 нитки резьбы от руки, а затем окончательно (S=17).
Смазать тонким слоем консистентной смазки «Литол-24» уплотнительную поверхность манжеты.