Обратный молоток для рихтовки авто: изучаем как сделать своими руками
Содержание:
- Изготовление
- Назначение отбойных молотков с пневмоприводом
- Процесс насадки рукоятки на молоток
- Конструкция и принцип работы
- Высокоскоростные молоты
- Виды киянок
- Использование молотка
- Конструкция приспособления
- Выдвижной молоток: мы уважаем принцип работы и инструмент своими руками
- Процесс насадки рукоятки на молоток
Изготовление
 Самостоятельно сделать такое приспособление не так уж и сложно. Специальных инструментов и материалов при этом не потребуется. И времени много для этого не будет нужно. Чтобы иметь наглядное представление о работе, можно посмотреть обучающее видео, а также сделать примерный чертеж.
Самостоятельно сделать такое приспособление не так уж и сложно. Специальных инструментов и материалов при этом не потребуется. И времени много для этого не будет нужно. Чтобы иметь наглядное представление о работе, можно посмотреть обучающее видео, а также сделать примерный чертеж.
Если говорить про инструментарий, то для работы вам потребуется следующее:
- Штырь из металла на 50 см и диаметром в 20 мм;
- Груз с внутренним отверстием;
- Желательно иметь инструмент для нарезания резьбы;
- Аппарат для сварки;
- Болгарка.
 Если вы хотите сделать молоток с крючковым типом крепления, то выполните крючок на конце штыря. Его можно сделать из пассатижей или тисков. Другой вариант — приварить уже готовый крючок от другого инструмента.
Если вы хотите сделать молоток с крючковым типом крепления, то выполните крючок на конце штыря. Его можно сделать из пассатижей или тисков. Другой вариант — приварить уже готовый крючок от другого инструмента.
Если же захват инструмента будет резьбовым, то нарежьте резьбу на конце штыря специальным инструментом. Много нарезать ее не нужно, поскольку металл кузова достаточно тонкий.
Когда будет готов наконечник, на штырь надевают груз, ограниченный с обратной стороны инструмента. Это можно выполнить посредством резьбового упора или же методом сварки. Резьбовой упор — вариант более приемлемый, поскольку можно применять грузы разного веса в зависимости от того, какое нужно усилие на конце инструмента.
Применение
Такой инструмент имеет следующий принцип работы:
- Для начала внимательно изучите деформированный участок на машине и подберите подходящий крюк в зависимости от места его расположения, а также размеров вмятины — это позволит в будущем правильно вычислить точность силы приложения;
- Потом поврежденный участок на кузове хорошо очистите от лишнего слоя краски, а также грунта до металла;
- Далее, на металлическую поверхность вмятины на автомобиле приварите специальные скобы (ремонтные шайбы) посредством сварочного аппарата. Если с молотком в комплекте идет электрический споттер, то при выравнивании потребуется только сменить насадку;
- За скобы зацепляем крючок инструмента, потом аккуратно и легко вытягиваем вмятину. Рекомендуется это делать до полного исчезновения поврежденного участка кузова;
- Чтобы целиком удалить вмятины, для начала приварите несколько скоб, а потом через их отверстия протяните прут инструмента, чтобы повреждение исчезло;
- Исправленный участок обрабатываем грунтовкой и покрываем краской в зависимости от тона кузова.
Однако, наравне с преимуществами, такой молоток имеет и ряд недостатков. Из-за них можно вместе с имеющейся вмятиной на кузове удалить и неповрежденный ранее слой краски. Кроме этого, данный инструмент не подойдет для исправления больших вмятин на капоте, крыше или поверхности багажника машины. А приваривание скоб может испортить металл, из-за этого деталь потребуется заменить полностью.
Назначение отбойных молотков с пневмоприводом
- строительные работы различных видов, которые предусматривают разрушение кирпичных или бетонных сооружений, стен и конструкций, проведение прочих демонтажных работ разной степени сложности;
- формирование дорожного покрытия – дробление твёрдого грунта, разрушение асфальта;
- горнодобывающая промышленность.
К достоинствам пневматики можно также отнести: высокую надёжность, долговечность в эксплуатации, простоту и значительную дешевизну конструкции.
Эти критерии, делают пневмоинструмент, привлекательным и по сей день, особенно по сравнению с его электрическими аналогами.
Единственным минусом пневматического инструмента является строгая привязка к компрессору, который нагнетает воздух под давлением.
Процесс насадки рукоятки на молоток
Зачастую размер отверстия головки молотков на верхнем и нижнем входе немного шире, чем посредине. Таким образом размеры заготовки для рукояти в тонкой торцевой части должны соответствовать размерам отверстий в середине ударной части инструмента. В обязательном порядке необходимо проверять, хорошо выполняется отверстие под ручку на бойке инструментом. Как это выполнено можете посмотреть на фото.

На нем представлен боек старого молотка, который нуждается в проведении предварительных видов обработки. Без этих работ выполнить насадку рукоятки будет невозможно
Обратив внимание на снимок, мы можем увидеть, что отлив бойка был сделан достаточно плохо, присутствует наличие больших наплывов металла и неровности, каждый вход в отверстия с обеих сторон отличается на 6-8 мм нежели посредине бойка
Конструкция и принцип работы
Рихтовочный молоток является ручным устройством, которое используют для получения вытягивающей силы. Если обычный молот чаще всего применяют для искривления поверхностей различных материалов «от себя» либо для заколачивания гвоздей и т. п., то инструмент обратного действия вытягивает сталь «на себя». Благодаря этой особенности он нашел широкое применение в выравнивании кузова авто, с его помощью снимают шрус или стягивают подшипники, когда невозможно по ним ударить с противоположной стороны.
Обратные молотки используются для осуществления узкопрофильных задач. Такой агрегат сегодня можно видеть на СТО, у водителей, которым периодически приходится осуществлять разной сложности кузовной ремонт. Что касается устройства, то молоты обратного действия представляют собой стальной стержень диаметром 25 мм и длиной 45–55 см, с задней части которого расположена удобная рукоятка. На ней находится свободно перемещаемая гиря, изготовленная в форме толстой трубы, длины которой достаточно для удобного размещения в руке.
Передний конец устройства прикрепляется к выравниваемой поверхности разными способами. Для осуществления работы молоток берется одной рукой за увесистую гирю, другой — за рукоять. Для создания вытягивающего эффекта рука с гирей резкими быстрыми движениями отводится в сторону у рукояти, что создает механический удар, от которого стержень уходит в обратную сторону, увлекая за собой деформированную поверхность. Аналогичный эффект удается создать, если бить обычным молотом с противоположной стороны изъяна.
Прикрепление рабочего конца обратного молота к искривленному металлу осуществляется при помощи специальной присоски, которая надежно приварена либо приклеена к оснастке. Когда требуется выровнять края автомобильного кузова, то в работе дополнительно используются зажимы или крючки. Такое крепление имеет множество плюсов, поэтому применяется во многих корректировочных работах.
Это — классическое устройство самого простого молотка обратного действия. Существуют и усовершенствованные модели, укомплектованные специальными приспособлениями для облегчения работы. Как правило, они дополнены съемными насадками для надежного крепления к выравниваемой поверхности и набором гирек различного веса. Благодаря этому вы сможете самостоятельно выбирать комплектующие, в зависимости от сложности рихтовки.
Например, вам нужно выровнять кузов авто из тонкого металла. Оптимальный вариант — гиря с малым либо средним весом, так как в противном случае вместо выровненной вмятины получите горб, который нужно будет прижимать обратно.
Что такое обратный молоток для кузовного ремонта
В процессе работы с автомобильным кузовом самой тяжелой и ответственной частью является рихтовка, то есть выравнивание поверхности кузова. Для выполнения этой задачи даже специалистам необходимо иметь под рукой профессиональное оборудование, к которому относится и обратный молоток.
В классическом варианте обратный молоток – это штырь, изготовленный из металла и имеющий длину 50 сантиметров. Диаметр этого штыря составляет всего 2 сантиметра. На штыре размещается всего два элемента: с одной стороны резиновая втулка, а с другой – небольшая металлическая шайба. Задача последней – удерживать втулку и не позволять вибрациям от ударов переходить на корпус молотка.
В дополнение к этому на многих обратных молотках также присутствуют крюки, при помощи которых устройство может захватывать скобы, приваренные к кузову, и тем самым надежно удерживаться на нем во время проведения рихтовки.
Это интересно: Изготовление фильтра циклон для пылесоса своими руками
Высокоскоростные молоты
Подвижные детали высокоскоростных молотов имеют малые массы, но перемещаются с большой скоростью (18-30 м/сек). Высокоскоростные молоты по сравнению с обычными паровоздушными значительно компактнее, требуют меньшей площади в цехах, не нуждаются в глубоких и сложных фундаментах.
Для привода применяют сжатый азот, который находится в замкнутом объеме: высокое давление (до 140 aт) создается гидравлической системой. Имеются достаточно обнадеживающие данные создания высокоскоростных молотов системы «Petro-Forge” с применением бензина в качестве основного энергоносителя.
Соударение рабочих частей молота происходит в замкнутой системе; почти вся энергия расходуется на полезную работу — штамповку.
При пользовании высокоскоростными молотами очень важно знать точную величину кинетической энергии, необходимой для деформирования заготовки. Перед включением установки в работу надо дозировать энергию, так как недостача энергии скажется в незаполнении штампа металлом (брак поковки), а при избытке энергии возникнет перегрузка штампа и быстрый его износ или даже поломка
В перспективе желательно иметь устройство, при помощи которого скорость изменялась бы независимо от энергии удара, так как каждому сплаву (металлу) свойственна некоторая оптимальная скорость деформирования. Существует мнение, что скорость, превышающая 20 м/сек, экономически нецелесообразна и. кроме того, повышение скорости вызывает, как правило, снижение стойкости инструмента.
Важным фактором является то, что поковки, как правило, штампуют за один удар, в результате чего металл соприкасается с пуансоном и матрицей весьма малое время. Передача тепла от заготовки к штампу ничтожна, кроме того, потеря тепла компенсируется теплом, выделяющимся при деформации. Иногда на узком участке поковки металл даже перегревается, в частности, металл, перетекающий через узкую часть полотна от ступицы к ободу при штамповке шестерен. Этот фактор надо обязательно учитывать при штамповке сплавов с узким температурным интервалом обработки.
В связи с изложенным необходимо точно определять температуру нагрева заготовок. Обычно нагрев заготовок производится на 80-150° С ниже, чем при обычных способах штамповки, при этом обязательно минимальное окалинообразование и минимальное обезуглероживание.
Установлено, что при высоких скоростях наблюдается более однородное течение металла, отсутствуют трещины в углах, которые встречаются при обычных способах штамповки (холодные зажимы и др.), также замечается уменьшение размеров зерен и немного увеличивается твердость. Окалина является пока основной проблемой, подлежащей разрешению, так как при высоких скоростях она вдавливается в поковку так. что зачастую остается лаже после очистки поковок дробью.
| Существуют две ведущие конструкции высокоскоростных молотов: , применяемые в промышленности под названием «Dynapark», работающие по принципу обычных штамповочных молотов (рис. 72), и вторая конструкция молотов фирмы c “U. S. Industries. Inc.”, сокращенно «U. S. I.», работающих как бесшаботные молоты; характеристики их даны в табл. 46.
Рис. 72. Схема конструкции высокоскоростного молота : 1 — перемещающаяся рама: 2 — опорная рама; 3 — воздушные амортизационные подушки: 4 — рабочий цельнокованый шток с поршнем и бабой; 5 — поршень масляно-гидравлической установки для подъема бабы; 6 — масляно-гидравлический выталкиватель (у малых размеров молотов не требуются); 7 — уплотняющее кольцо; 8 — штамп |
Таблица 46. Параметры высокоскоростных молотов
| Параметры | Значение параметров | ||
| Молоты Dynapak | |||
| Модель | 350 | 6200 | 1220D |
| Энергия удара в кГц | 1100 | 5500 | 31 000 |
| Ход бабы в мм | 225 | 305 | 380 |
| Площадь бабы для штампов в мм | — | 305х305 | 560х610 |
| Расстояние между лолшгаммовыми плитами в мм | — | 670 | 1050 |
| Число ходов в минуту | — | 12 | 8 |
| Усилие нижнего выталкивателя в m | — | 12 | 18 |
| Ход нижнего выталкивателя в мм | — | 83 | 229 |
| Усилие верхнего выталкивателя в т | — | — | 18 |
| Ход верхнего выталкивателя в мм | — | — | 152 |
| Высота над уровнем пола в мм | — | 2972 | 3556 |
| Глубина под полом в мм | — | 381 | 1443 |
| Молоты «U.S.I» | |||
| Модель | 500С | 2000С | 3500С |
| Энергия удара в кгм | 6910 | 20 730 | 41 460 |
| Размеры плиты для штампов в мм | 168х407 | 107х610 | 673х838 |
| Закрытая высота в мм | 356 | 406 | 483 |
| Общий ход ползунов в мм | 305 | 305 | 381 |
| Цикл одного рабочего хода в сек | 6 | 8 | 12 |
| Производительность средняя в шт/ч: | |||
| при одном операторе | — | 180-220 | — |
| » двух операторах | — | 300 | — |
Виды киянок
Все существующие виды инструмента подразумевают использование для определенных задач:
- Стандартная — деревянная. С ее помощью плотники придают форму изделиям. Ремонтники проводят демонтаж отделки, простых конструкций. Применяется при сборке мебели, деревянных композиций. Существуют недорогие варианты в пределах 400 р. Профессиональные киянки из прочных пород дерева, в зависимости от размера, превышают 2500 р. в цене.
- Резиновая. Для ломких покрытий, которые не в состоянии выдержать твердый удар инструмента из древесины. Рукоятку резиновому бойку делают из дерева, металла. Легкие алюминиевые листы поддаются выпрямлению только резиновым киянкам. Используется при работах в автомастерских, не повреждает покрытие, не оставляет сколов. Кровельщики применяют его для работы с медными, оловянными деталями. Бывает каучуковая, но она стоит дороже. Цена профессионального инструмента колеблется около 3000 р. Есть недорогие модели стоимостью до 500 р. И варианты значительно дороже — от 10000 р.
- Безынерционная. Для самых хрупких и тонких материалов, где важна аккуратность. Для сборки мебели, стекольных работах, укладки декоративной кафельной плитки. В бойке встроена металлическая пластина с наполнением из шариков или дроби. Она смягчает отдачу при ударе. Цена в среднем до 400 р.
- Строительная киянка имеет деревянную ручку и небольшой прорезиненный боек. Этот и последующие — специальные инструменты узкой направленности, предназначенные для конкретного вида деятельности. Используется для работы с мягкими материалами и конструкциями из металлопластика.
- Слесарная изготавливается с небольшим уменьшение круглой рукоятки. Боек у этой модели прямоугольный.
- Токарная киянка создается на одноименном оборудовании.
- Столярная используется совместно с дополнительными инструментами (долото и стамеска). Ее боковые стороны плоские, форма бойка плоская, отшлифованная с одного конца. Имеет вид перевернутой трапеции.
- Пластиковая. Ударная часть состоит из прессованного полиэтилена, применяется для кровельных работ.
- Для плиточников существует особая разновидность с круглой стороной. Для брусчатки вес киянки не должен превышать 400 г, чтобы не повредить ее. Тротуарная плитка выдерживает до 800 г.
- Молоток резчика. Небольшого размера, похожа на скалку или инструмент для чистки одежды. Его еще называют скульптурной киянкой. Изготавливается из дорогих пород древесины, стоимость до 6000 р.
- Пластиковый молоток. Имеет две ударные стороны, применяется в строительстве, монтаже.
- Текстолитовая. Небольшого размера, применяется в ювелирном деле, кузовных работах. По характеристикам исключает возникновение статического электричества при ударе о поверхность.

Использовать каждую из них можно в разных целях.
Использование молотка
История возникновения молотка уходит вглубь времен. Им еще пользовались первобытные люди. Они находили ему самое разное применение. Использовали в строительстве, добыче, охоте.
По видоизменению молотка можно отследить, как развивалось человечество. Преимущественно изменение коснулось только материала, из которого он создавался. А сама конструкция оставалась без изменений
Существует огромное количество видов молотков, которые используются в различных сферах жизнедеятельности человека. Так, его используют в медицине, строительстве, кулинарии, слесарных работах. В этих сферах без молотка не обойтись. Однако, каждая сфера имеет свой определенный тип молотка.
Молотком выполняются следующие работы
- забиваются гвозди;
- дробят плитку или бетон;
- делают отверстия;
- правят или гнут металлические предметы.
Конструкция приспособления
На самом деле по своей структуре обратный молоток для кузовного ремонта достаточно простой. Он состоит из металлического стержня диаметром 10 – 20мм и длиной около 50 см. На этот стержень надевают стальную гирю (втулку), за счет веса и ударов которой происходит постепенное выравнивание поврежденного участка детали.
С одной стороны к стержню крепят или приваривают крюк, с помощью которого можно делать зацеп за приваренные к кузову крепежные петли. С другой стороны приварена шайба, которая не дает гире слетать, и служит отбойником, ударяя об который сила передается в стержень и далее уже металлическая поверхность под этим давлением выравнивается. Если вы покупаете заводской обратный молоток, то к нему обычно в комплекте идут несколько сменных крюков для захвата скоб различной формы. Существуют модификации таких молотков с двумя и тремя втулками, что позволяет контролировать силу удара при выравнивании вмятин.
На рынке представлена и другая разновидность – это вакуумный обратный молоток для кузовного ремонта. С помощью таких приспособлений ремонтируют обширные области вмятин, а предыдущая конструкция годится для мелких повреждений. Тут в качестве зацепа используют присоски, что снимает вопрос предварительного снятия старого лакокрасочного слоя с детали.
Как работать с обратным молотком?
Технология работ с обратным молотком следующая:
- Очистка поврежденной области до металла, обычно для этого используют шлифовальную машинку и наждачную бумагу.
- С помощью споттера к кузову приваривают скобы, в различных местах повреждения, чтобы постепенно можно было вытягивать, восстанавливая форму кузовной детали.
- За скобы зацепляются крюком обратного молотка.
- Аккуратными не сильными движениями гири, начинаем медленно выравнивать поверхность, производя удары. Тут главное не перетянуть, чтобы потом не забивать уже выпуклость обратно. Такими постепенными процедурами вытягиваем весь участок поврежденной детали.
- Снимаем скобы путем срезания или выкручивания.
- Зачищаем и обезжириваем деталь и можно приступать к нанесению шпаклевки.
Из основных минусов использования классического обратного молотка – это необходимость снятия старого ЛКП, даже если оно не было сильно повреждено. К тому же, как говорилось выше, такой метод подходит лишь для мелких по площади вмятин.
Видео пример выравнивания вмятины обратным молотком.
Как сделать самодельный обратный молоток?
Купить такое оборудование можно практически в любом авто магазине, и часто такой молоток идет в комплекте с другим оборудованием, тем же споттером. Но за счет простоты конструкции не составит особого труда изготовить обратный молоток своими руками.
Для начала вам потребуются:
- металлический стержень длиной 50 см и диаметром около 20 мм.
- шайба, или рукоятка, которая будет служить роль отбойника.
- сварочный аппарат и защитные приспособления: очки, маска, спецодежда.
- стальной крюк.
- гиря.
- стальные шайбы, 2 – 3 шт. диаметром 2,5 – 3 мм.
Методика сборки обратного молотка с этих комплектующих следующая:
- Шлифуем и зачищаем металлический стержень от ржавчины и заусенец.
- К крюку приварим крепежный элемент с резьбой, а на стерне с одной стороны также протачиваем резьбу, чтобы получилось съемное соединение. Как аналог можно стационарно закрепить крюк с помощью сварки.
- Проделываем внутри гири отверстие на 1 мм больше чем диаметр стержня, чтобы она свободно ходила по нему. Далее, надеваем ее на стержень.
- Привариваем рукоятку с шайбой, об которую будет ударяться гиря, передавая тягу на сам стержень.
На этом этап самостоятельной разработки обратного молотка для ремонта кузова авто завершен. Также при желании можно изготовить и вакуумный вариант инструмента. Но тут уже вместо крюков и приваренных скоб, будет использоваться присоска, которая прикрепляется к широкой вмятине и медленно вытягивается.
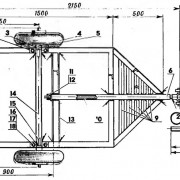
Выдвижной молоток: мы уважаем принцип работы и инструмент своими руками
Вы можете использовать свои размеры, использовать свои трубы — главное — это работа!
По дизайну это было бы наоборот — молотковая палочка с крючком, атакующая, стоп и ручка: правая рука удерживает ручку левой рукой, ставит счастье в линейном движении, ударяя по забору.
Итак, нам нужны: куски двух трубок разного диаметра (их можно назвать маленькими и большими трубами), а небольшая трубка берется немного длиннее крупной; кусок палочек; пара железных желез из железа и одного из железа толще и все еще ручка.
Диаметры и длины в тексте не отображаются, они могут быть вашими собственными суждениями, а мои, см. Вышеприведенную картинку.
Вырежьте пластину круглой цапфой того же диаметра, что и диаметр большой трубки (диаметр показан на красном круге на рисунке выше).
Вырежьте кусок железа диаметром больше диаметра маленькой трубки. Мы свариваем небольшую трубку (рисунок выше).замечание: Впервые я отрезал квадрат, просверлил отверстие, сварил трубку, затем выкопал круг из квадрата, болгарский разрез для красного круга.
И вы можете сразу же обрезать круг, сверлить и сварить, как вы пожелаете (другая фигура начинает работать на рисунке ниже).
То, что у нас есть, мы помещаем в большую трубку и кипятим по кругу (на рисунке выше и ниже, показанном с разных сторон).
Создайте еще один ник, как и в начале.
Я сделал это: разрезал большую площадь, просверлил отверстие, поместил его на маленькую трубку (см. Рисунок выше), обозначил диаметр большой трубчатой линией и прервал ее болгарским. Что произошло на фотографии ниже.
Отрежьте небольшой шланг, зарезервировав несколько миллиметров для сварки, примерно на линии резки на рисунке ниже.
Мы наполняем трубку песком.
Песок сухой. Поэтому мы его наказываем: мы просто постучаем по полу, песок «Сядьте», снова добавьте песок и плунжер.
Песок песка песка сверху и покрываем копейкой (рисунок выше). Введите все: от внутреннего диаметра до маленькой трубки и снаружи до большого.
Это произошло (рисунок ниже), это боец.
На этом этапе изготовления возвратного молотка нам нужна палка, кусок железа для остановки и ручки (рисунок ниже).
Бар. При разрезании стержня не забудьте оставить крючок.
Упор.
Он может быть изготовлен из кусков плоского железа, например 4 мм. Акцент должен быть ударом, а не изгибом. Нюанс: Я поймал кусок железа толщиной 2 мм, который не очень толстый, но в виде штапеля (см. Синий внизу).
Ручка. Может, с нуля.
От старых пациентов, от старой кухонной утвари. В крайних случаях вы можете даже сварить кусок одной и той же маленькой трубки.
Мы зацепляем крючок от палочек. Идем в бочку на палку. Другой конец палки вставляется в отверстие станции и заторможен с тыла (рисунок выше). Затем поместите ручку и также сжимайте ее с той же стороны.
Таким образом, вся сварка выполняется с помощью рукоятки молотка, но не нападающего.
Так случилось, Обратный молоток готовят вручную.
Вы можете купить дешевые уплотнения с большим диаметром для работы и сварить их. Здесь, на рисунке ниже, вытащите центральную подставку: сварочные шайбы и обратный молоток выровнят элемент кузова.
Вам нравится эта статья?
список практических статей:
— Как исправить бампер самостоятельно? Инструкции для фото и видео
— Как ржаветь и рыжики обрабатывать, а затем красить
— Мастики, антигравитация и гибилус Кратко о различиях
— Как использовать защиту от коррозии Если вы решили сделать это самостоятельно
— Прочитайте, как будто мы должны вытереть машину из чужих включений
— О окраске NC nitra в автомобильной и бытовой промышленности
— Как нарисовать детали автомобиля с поездкой?
Окраска работы с проходом означает, что основной цвет не покрывает полностью, а только на месте ремонта.
— Не поворачивать винт для самонарезания? — Сними его! -Описание
— Для кузовов мы собираем возвратный молоток
- Где он используется, как он используется?
- Проектирование устройства
- Верните вакуумный молот
Из-за аварии автомобиль не застрахован от различных травм.
С некоторыми из них, если у вас есть необходимые знания и опыт, вы можете управлять им самим. Иногда, однако, эксперты не могут обойтись без квалифицированных экспертов.
Согласование вторжения автомобилей экспертов должно проводиться довольно часто, поэтому возвратный молот для ремонта кузовов в каждой автосервисе.
Процесс насадки рукоятки на молоток
Зачастую размер отверстия головки молотков на верхнем и нижнем входе немного шире, чем посредине. Таким образом размеры заготовки для рукояти в тонкой торцевой части должны соответствовать размерам отверстий в середине ударной части инструмента. В обязательном порядке необходимо проверять, хорошо выполняется отверстие под ручкуна бойке инструментом. Как это выполнено можете посмотреть на фото.
На нем представленбоек старого молотка, который нуждается в проведении предварительных видов обработки. Без этих работ выполнить насадку рукоятки будет невозможно
Обратив внимание на снимок, мы можем увидеть, что отлив бойка был сделан достаточно плохо, присутствует наличие больших наплывов металла и неровности, каждый вход в отверстия с обеих сторон отличается на 6-8 мм нежели посредине бойка
Чтобы исправить все дефекты и неровности, необходимо обработать внутреннюю и внешнюю сторону бойка молотка посредством напильника. Затем необходимо вставить тонкий конец рукоятки внижнее отверстие молотка, чтобы подогнать все размеры правильно. Кончик рукоятки должен быть расположен на одном уровне с противоположной стороной бойка. Если у рукояти толщина больше, нежели соответствующие отверстия, то ее необходимо обработать наждачной бумагой таким образом, чтобы элемент вставлялся в отверстие молотка с определенным натягом.
Благодаря тому, что на конце рукояти мы достигаем получение пологого конуса, то при более глубоком погружении в головку молотка будет происходить более плотно его натягивание
Стоит отметить, что в процессе этого важно учитывать, чтобы боек на рукояти находился без перекосов, а устанавливалсяпод прямым углом
Чтобы забить рукоять в отверстие бойка, необходимо ударять ее тыльной стороной в вертикальном положении о наковальню, столешницу верстака и пр.
Благодаря своему весу ударная часть молотка будет медленно насаживаться на расширяющийся конус рукояти под воздействием своего веса. При этом набивать молотками илитвердыми предметамипо тыльной стороне в рукояти категорически не рекомендуется, поскольку это приведет к ее расколу. Такой метод допускается использовать только при насаживании неметаллической ударной части (деревянной или пластмассовой), например, для киянки.
После того, как головка молотка будет плотно посажена, а движения рукояти в ударной части больше наблюдаться не будет, то необходимо выполнить отпил выступающей части посредством ножовочного полотна, отступив предварительно пол сантиметра выше ударные головки. Именно поэтому необходимо использовать более длинную заготовку.