Направляющие втулки клапанов
Содержание:
- Процесс замены
- Зачем нужны направляющие втулки?
- Причины поломки деталей и их последствия
- Как определить износ
- Конструкция направляющей втулки
- Назначение гильз
- Последовательность действий
- Когда нужно менять направляющие?
- Порядок снятия ГБЦ и направляющих втулок
- Зазор между клапаном и направляющей втулкой
- Как меняются направляющие клапанов. Оправка для запрессовки направляющих втулок клапанов
- Измерение износа направляющей втулки клапана
- Инструменты и материалы
- Причины преждевременного износа втулки клапана
- Причины и следствия износа втулки клапанов
- Замена направляющих втулок клапанов ВАЗ 2109
- Конструкция клапанной системы
- Порядок действий
- Запрессовка направляющих
Процесс замены
Как уже говорилось выше, для снятия и установки направляющих необходима специальная наставка. Рассмотрим, что она из себя представляет и как ей пользоваться.
Описание наставки
Оправка для снятия и установки направляющей состоит из двух частей. Первая часть представляет собой шток определенной длины, обработанный на токарном станке и имеющий в определенных местах разный диаметр. Самый большой диаметр штока занимает основную его длину и составляет 18 мм. За эту часть шток удерживается рукой, и она ограничивает проскакивание штока на другую сторону при снятии втулки, что предохранит поверхность головки блока от удара молотком. Диаметр второй части штока равен диаметру втулки. Длина этой части равняется глубине отверстия, в котором размещена втулка. Третья часть штока самая короткая — ее диаметр соответствует внутреннему диаметру штока клапана (диаметру внутренней поверхности направляющей). Ее предназначение заключается в том, чтобы при выбивании втулки направление штока строго соответствовало направлению втулки и не создавался перекос штока при ударе по нему молотком.
Вторая часть штока похожа на торцевую головку. Отличает ее от торцевой головки отсутствие внутри граней (цилиндрическое отверстие с диаметром и длиной, равной диаметру и длине верхней части направляющей). В верхней части головки имеется отверстие с диаметром, равным внутреннему диаметру втулки и внешнему размеру штока с рабочей стороны. Как видно из описания оправки, найти ей замену из подручных средств не так сложно. Для этого как минимум понадобится цилиндрический стержень удобной длины, диаметр которого с одной стороны равняется внешнему диаметру втулки. В качестве наставки можно использовать старый шток маслонасоса от ВАЗ, предварительно сточив шестерню.
Для установки направляющей на место используйте торцевую головку подходящего диаметра либо подходящую полую трубку. Далее в тексте будут использоваться термины «оправка», «шток», «головка», подразумевающие под собой как специальную оправку, так и подходящие подручные средства.
Процесс снятия изношенной направляющей и установка новой
Для снятия втулки переворачиваем ГБЦ рабочей частью вверх. Далее берем шток, вставляем в отверстие клапана и молотком аккуратно выпрессовываем.
Зачем нужны направляющие втулки?
В начале и середине прошлого века ГБЦ автомобилей изготавливались из чугуна, а клапаны просто вставлялись в точно просверленные отверстия. Но впоследствии производители отказались от чугунных головок из-за большого веса и недостаточного отведения излишков теплоты, а им на смену пришли лёгкие ГБЦ из алюминиевых сплавов. Эти металлы обладают прекрасной теплопроводностью, но слабо противостоят износу от трения.
Чтобы решить проблему, была придумана направляющая втулка — посредник между мягким сплавом головки цилиндров и стальным стержнем клапана, постоянно движущимся вверх-вниз в процессе работы. Изготовленная из чугуна или специальной бронзы, она надёжно запрессовывается в тело ГБЦ, а внутрь с минимальным зазором вставляется клапан.
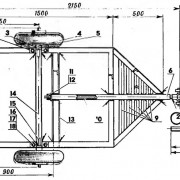
На схеме двигателя показано расположение направляющих втулок
Сама втулка представляет собой полый цилиндр, сделанный точно по размерам под определённую модель автомобиля. Наружная поверхность отшлифована и на ощупь гладкая, а на внутренней выполнена спиралевидная канавка в виде резьбы. По ней движется моторное масло, смазывающее ось клапана и снижающее силу трения. В верхней части направляющей детали сделана неглубокая выборка, куда вставляется стопорное кольцо.
Слева втулка для выпускного клапана, справа — для впускного
Важный момент. Направляющие элементы для впускной и выпускной группы клапанов отличаются по конструкции, хотя внешне могут выглядеть одинаково (например, детали для российских автомобилей ВАЗ 2108—09). Разница такая: во втулке для выхлопного тракта масляная канавка выполнена по всей длине отверстия, а для впускного — только наполовину. А вот изделия для «классики» ВАЗ 2106 различаются и по размерам, при одинаковом диаметре выпускные элементы длиннее впускных.
Бронзовые втулки для ВАЗ 2109 с виду все одинаковые
Втулки выполняют следующие функции:
- как явствует из названия, они направляют движение клапана, чтобы его тарелка чётко совмещалась с седлом и плотно прилегала к нему;
- принимают на себя нагрузку от силы трения, возникающую во время поступательно-возвратного движения стержня клапана;
- клапанная чашка сильно нагревается в камере сгорания, а втулка передаёт это тепло алюминиевому сплаву головки цилиндров;
- благодаря специальной канавке деталь обеспечивает смазку трущихся поверхностей.
Чугунные детали ВАЗ 2106 — впускные втулки короче выхлопных
Когда элемент запрессован в отверстие ГБЦ, то его верхняя часть меньшего диаметра на несколько миллиметров выступает над поверхностью. Это необходимо, чтобы установить на неё маслосъемный колпачок (он же — сальник клапана), не позволяющий смазке из верхней части двигателя попадать в камеру сгорания через внутреннее отверстие втулки.
Так выглядит выступающая часть, куда надевается маслосъёмный колпачок
Причины поломки деталей и их последствия
Характерная особенность направляющих элементов заключается в том, что они не выходят из строя в один момент, а изнашиваются постепенно. Срок «жизни» деталей на авто бюджетной категории составляет от 180 до 300 тыс. км, а на более дорогих иномарках может достигать 1 млн км. На процесс износа влияет несколько факторов, могущих его ускорить:
- качество применяемого моторного масла и своевременность его замены;
- температурный режим работы силового агрегата, чем чаще мотор перегревается, тем быстрее изнашиваются трущиеся поверхности;
- качество топлива и горючей смеси, чьи пары проникают в любые неплотности и вносят свою лепту в процесс медленного разрушения деталей.
Нагар на штоке разрушает втулку довольно быстро
Примечание. На рабочий ресурс всех элементов газораспределительного механизма также влияет исправность системы питания и зажигания. Когда в результате неполадок возникают хлопки в топливный либо выхлопной коллектор, то смазка между парой клапан — втулка смывается несгоревшим бензином, отчего несколько секунд механизм работает «на сухую».
Изношенная деталь характеризуется «разбитым» внутренним отверстием, в результате чего шток клапана начинает в нём слишком свободно ходить, а потом появляется люфт. Стержень перекашивается в процессе работы, а тарелка плохо совмещается с седлом, герметичность сопряжения постепенно теряется. Из камеры сгорания в механизм прорываются газы, а сверху попадает масло, в результате чего образуется нагар. Он тоже способствует ускорению износа, быстро приводя деталь в полную негодность.
Как определить износ
Работает стержень во втулке постоянно, поэтому внутри происходит чрезмерный износ элементов. Особенно заметен он будет при внушительном пробеге машины. Кроме того, если вы будете использовать смазку низкого качества, это ускорит выработку втулок. Необходимо перед проведением замены определить, насколько сильно изношены элементы.
Использовать можно один из этих методов:
Нутрометр и микрометр. Эти инструменты позволяют измерить на втулках минимальное значение диаметра. Также необходимо измерить максимальное значение диаметра зоны хода стержня клапана. Разность между величинами и будет являться зазором
Обратите внимание на то, что износ стержня конусный и бочкообразный. А также у втулки с высотой изменяется диаметр
Прежде чем проводить замеры, необходимо полностью очистить поверхность от грязи и пыли. При помощи индикатора часового типа на стойке. В том случае, если зазор больше, нежели необходимо, нужно взять новый клапан и повторить замеры. Если даже при установке нового клапана зазор слишком большой, необходимо поставить новые направляющие.
Конструкция направляющей втулки
Трактор МТЗ 82 Регулировка клапанов с протяжкой головки цилиндров Не было бы такой истории с заменой втулок клапанов и седел, если бы все головки блока были отлиты из чугуна. В таком случае монолитная чугунная головка, как на некоторых моделях Форд, Опель, старых УАЗ и некоторых грузовых автомобилях, обеспечивает необходимую соосность сопряжения клапанная тарелка/седло и проблемы снимаются. Но большинство современных автомобилей имеют головки блока из сплавов, а в отлитые головки запрессовываются седла и направляющие втулки.
Направляющие ВАЗ 2109 изготовлены из износостойкого материала, как седла клапанов, запрессованы в головку на горячую, поэтому процедура их замены не так проста, как хотелось бы. А менять иногда нужно, потому что втулка хоть и прочная, но изнашивается, а при этом теряется соосность клапана и седла и, как следствие, герметичность. Чем больше клапанов в головке, тем проблема актуальнее. В головках на 16 клапанов ВАЗ 2110 и на Приоре ситуация ничуть не лучше и работы по замене втулок ровно в два раза больше.
Назначение гильз
Основная задача клапанов — подача в камеру сгорания топливно-воздушной смеси и вывод из неё выработанных газов. У каждого из цилиндров мотора имеется два клапана — впускной и выпускной. В направляющей втулке движется шток, который и впускает/выпускает отработанные газы и топливную смесь. Герметизация камеры сгорания происходит за счёт точной «посадки» головки на седло.
Качество работы клапанов двигателя зависит от направляющих втулок и сёдел. Во время эксплуатации они изнашиваются и не могут поддерживать высокую производительность двигателя. В такой ситуации их придётся менять.
Последовательность действий
Заранее очистите от загрязнений все элементы головки блока. Новые направляющие положите в морозильную камеру за пару дней до начала ремонта. Алгоритм выполнения работ такой:
- Вставляете оправку с внутренней стороны, наносите удары молотком, чтобы выбить старые втулки. Делайте это максимально аккуратно, чтобы не повредить элементы ГБЦ. Извлеките все направляющие.
- Очистите места под установку новых втулок. Используйте для этого растворитель и щетку. После обязательно продуйте сжатым воздухом.
- Прогрейте головку блока на электроплите до 100 градусов. Во время этого процесса посадочные отверстия расширятся, установить втулки будет проще.
- Установите на втулки стопорные колечки.
- Вставьте направляющие в посадочные отверстия, забейте их при помощи оправки до упора.
Когда нужно менять направляющие?
Главный симптом, означающий, что втулки клапанов пришли в негодность, — повышенный расход моторного масла. Когда у штока появился поперечный свободный ход (люфт), то маслосъемные колпачки уже не в состоянии предотвратить проникновение смазки в цилиндры из верхнего моторного отсека, где расположен распределительный вал. Она протекает в увеличенный зазор между клапанным стержнем и внутренним диаметром втулки и беспрепятственно попадает в камеру сгорания.
Выходящий из выхлопной сизый дым — признак сгорания масла
Признаки потребления масла из-за проблем с направляющими такие:
- сизый дым из выхлопной трубы от вылетающих продуктов горения смазки, постоянно попадающей в цилиндры;
- машина практически не теряет в динамике, но дымит изрядно;
- светлый «пушистый» нагар на электродах свечей зажигания;
- на юбках и резьбовой части свечей наблюдается масло в жидком виде.
Совет. По нагару на свечах вы можете определить цилиндр, в который попадает наибольшее количество смазочного материала. Это пригодится для выполнения диагностики.
Это и есть масляный нагар на свече зажигания
Поскольку масло может проникать в камеры также по вине цилиндро — поршневой группы, необходимо провести диагностику, чтобы точно определить неисправность. В качестве примера предлагается взять популярный автомобиль ВАЗ 2106:
- Померьте компрессию в цилиндрах. Цель — убедиться в нормальном техническом состоянии поршневых колец.
- Снимите клапанную крышку, ослабьте цепь и открутите шестерню распредвала, предварительно совместив метки.
- Демонтируйте распределительный вал вместе с постелью и снимите коромысла. Разблокируйте пружины клапанов того цилиндра, чья свеча сильнее покрыта нагаром.
- Аккуратно снимите сальник и рукой попробуйте покачать шток в стороны, одновременно двигая его вверх-вниз.
Чтобы ощутить люфт, клапан надо вытащить за шток и покачать в стороны
При наличии люфта можете смело продолжать разборку, поскольку для замены втулок необходимо снять головку цилиндров. Если вас не оставили сомнения, проверьте остальные клапаны, картина должна быть примерно одинаковой.
Порядок снятия ГБЦ и направляющих втулок
Проверка и корректировка тепловых зазоров в приводе клапанов Renault Logan
Прежде чем начать ремонт, необходимо иметь полный набор для восстановления работоспособности ГБЦ. Эта составляющая двигателя не ломается мгновенно, ее износ происходит постепенно. На срок эксплуатации влияют:
- своевременная замена масла;
- соблюдение теплового режима работы силового агрегата;
- качество применяемого топлива.
Сняв ГБЦ, можно начинать ремонт поврежденного узла. Эта операция считается самой трудоемкой и продолжительной. Прежде всего, необходимо отключить АКБ, затем очищаются каналы головки путем слива охлаждающей жидкости через сливную пробку в специально подготовленную емкость. Дальше происходит демонтаж приемной трубы. Аккуратно производим снятие термостата и приводного ремня ГРМ. Фиксируем распредвалы, чтобы удобно было ссаживать шкивы. Следующим этапом будет снятие датчика охлаждения двигателя.
В указанный ремонт входит также и снятие клапанной крышки, предварительно выкрутив все болты крепления. Помещенную на столе ГБЦ необходимо тщательно очистить от остатков старой прокладки, подтеков масла, пыли и при помощи керосина помыть. Дальше идет ее разбор, прежде всего подлежат снятию коромысла. После этого посредством приспособления клапана рассухариваются. Используя широкую плоскую отвертку или специнструмент, снимаем маслосъемные колпачки. После этого демонтируются тарелки, шайбы, пружины (внутренняя, внешняя).
Бывают моменты, когда клапан плохо выходит из посадочного места. В таких случаях по нему следует нанести несколько ударов молотком. При помощи насадки извлекается пришедшая в негодность втулка из головки
Такой ремонт должен проводиться очень осторожно, невнимательность может привести к повреждению посадочного места или поверхности ГБЦ. Все детали блока необходимо проверить на наличие любых повреждений и неисправностей
Зазор между клапаном и направляющей втулкой
Замена ремня ГРМ ВАЗ 2110 8 клапанов
Покупая новые втулки, побеспокойтесь обзавестись микрометром
Теперь о самом главном — о размерах. Стандартная, заводская втулка имеет диаметр посадки 14,04-14,058 мм. Естественно, что для определения этого размера потребуется микрометр. Диаметр штока стандартного клапана — 7,985-8,0 мм. Посадочные размеры втулок клапанов, которые продаются в магазинах, а тем более на рынке, могут сильно отличаться от номинальных, поскольку такое понятие, как «ремонтные втулки» знакомо далеко не всем продавцам, да и не все производители придерживаются номиналов. Поэтому подбирать втулки нужно только с микрометром и только в комплекте с тем клапаном, с которым втулка будет работать в паре. В идеале, новая втулка должна быть на 0,05 мм больше старой. Допускается увеличение размера на 0,07 мм, но не больше, поскольку направляющая попросту не войдет в тело головки блока и при запрессовке расколется. Что касается отверстия под клапан, то в идеале его шток не должен вообще входить в новую втулку, или же входить с сильным натягом, потому что после запрессовки втулка будет обрабатываться разверткой. Проверка этих параметров при покупке втулок обязательна.
Как меняются направляющие клапанов. Оправка для запрессовки направляющих втулок клапанов
В ходе ремонта ГБЦ мне потребовалось заменить направляющие втулки клапанов. Ударные методы ремонта я не приемлю, поэтому решено было сделать винтовой выпрессовыватель «как у Травникова» , упростив конструкцию и адаптировав ее под свои задачи.
Тут есть нюанс — заводская технология замены направляек на моем моторе предусматривает извлечение и запрессовывание втулок в одну сторону, сверху вниз (в сторону камеры сгорания). Это несколько упрощает конструкцию приспособления, поскольку позволяет менять только сменные упоры, передающие усилие на втулку, а весь бутерброд в КС оставлять как есть. В то же время на самих направляющих втулках отсутствуют буртики либо стопоры, ограничивающие глубину запрессовывания, т.о. этот момент должен быть обеспечен инструментально в процессе работы.
Приняв во внимание эти особенности я изготовил такой вот нехитрый суповой набор:
Основа всего прибора — болт М14 с гайкой. Класс прочности подножный 8.8, на поверку его более чем достаточно для нормальной работы устройства. Метиз потребуется слегка доработать, выполнив в его торце глухое резьбовое отверстие М6 глубиной 10мм.
Шайба и гайка опять же подножные из ближайшего магазина крепежа, упорный подшипник с внутренним диаметром 15мм какой первый попался в Автоштампе, все остальные детали, кроме направляющей втулки из 12Х18Н10Т. Направляющая втулка с конусами нужна для центровки приспособления по седлу клапана, посему сделана из алюминия для исключения повреждения седла. Кроме того изготовление ее из мягкого металла позволяет закрыть глаза на неточность угла 45 градусов, этот момент перестает играть какую либо роль в работе устройства.
Неочевидные, но очень важные моменты: сменные ввертыши необходимы для правильного распределения усилия на втулку клапана при работе — маленькая используется при выпрессовывании, большая используется при запрессовывании и одновременно является кондуктором, обеспечивающим необходимую глубину установки втулок.
Порядок сборки устройства:
Усилия при выпрессовывании весьма небольшие, максимум усилия достигается при страгивании втулки с места, далее же все проходит без видимого напряжения. Я снял на видео работу девайса, но никак не выковырну его из старенького Айфона, так что придется подождать:) любуемся:
Ну и фотодоказательства работоспособности приспособления:
Процесс запрессовывания ничем не отличается от процесса выпрессовывания, кроме использования другого ввертыша. Запрессовывать нужно до упора торца ввертыша в посадочное место нижней тарелки пружины на ГБЦ.
Засим доклад окончен, любите свои моторы друзья! Пока!
Зачастую ремонтом автомобилей занимаются сами владельцы, приспосабливая для этого частные гаражные помещения. Особенно это касается отечественных марок машин, конструкция которых предусматривает ремонт основных узлов и механизмов. Не являются исключением ремонтные работы ответственных узлов двигателя.
Ремонт головки блока цилиндров часто подразумевает замену направляющих втулок клапанов газораспределительного механизма, который отвечает за своевременную подачу воздуха и топливовоздушной смеси в цилиндры двигателя внутреннего сгорания.
Признаки, указывающие на осмотр и необходимость замены направляющих втулок:
- прослушивается посторонний стук в двигателе;
- повышается расход масла;
- наблюдается поперечный люфт клапана во втулке.
Часто понятия «выпрессовка
» и «запрессовка » деталей ассоциируют с термином «демонтаж » и «монтаж ». Это не совсем правильно, так как демонтажные или монтажные работы больше относятся к свободно посаженным деталям, а вот выпрессовка или запрессовка — к деталям, установленным с натягом. Это более трудоемкий процесс.
Для процесса запрессовки и выпрессовки применяют разные по своей конструкции виды прессов: гидравлические, верстачные реечные, верстачные винтовые. У каждого пресса имеются свои функциональные возможности. Верстачные реечные и верстачные винтовые уместно применять для выпрессовки небольших деталей: втулок, пальцев, шпилек и т.д. Гидравлические прессы уместны при выполнении работ с большими деталями. Замена втулки клапанов. Для установления новых деталей требуется подготовить каждое гнездо — выпрессовать старые элементы.
Измерение износа направляющей втулки клапана
Прежде чем измерять износ направляющей втулки клапана, необходимо измерить диаметр стержня клапана. Затем с помощью измерителя с разрезным кольцевым щупом измеряется диаметр отверстия в центральной части направляющей втулки клапана. После этого раскрытие кольцевого щупа измеряется с помощью микрометра. Затем измеряется диаметр отверстия на обоих концах направляющей втулки.
Разрез в кольцевом при этих измерениях должен быть ориентирован перпендикулярно оси максимального износа отверстия. Затем вычисляется разница между наибольшим диаметром отверстия в направляющей втулке и диаметром стержня клапана. Если зазор оказывается больше установленного предела, направляющая втулка клапана подлежит ремонту.
Зазор между стержнем и направляющей втулкой клапана можно также определить, измерив с помощью измерителя смещения с циферблатной шкалой люфт клапана, выдвинутого из седла. Необходимо также измерить диаметр стержня клапана.
Большинство американских производителей автомобилей, в двигателях которых используются встроенные направляющие втулки клапанов, рекомендуют расширять изношенные отверстия в направляющих втулках с помощью развертки и заменять клапаны новыми, со стержнями увеличенного, ремонтного диаметра. Если направляющая втулка клапана изношена, то скорее всего изношен и стержень клапана. В этом случае требуются новые клапаны. Но если клапаны заменяются, то безразлично — имеют ли они стержень стандартного диаметра или ремонтный, увеличенного диаметра. Ремонтные клапаны выпускаются обычно с диаметрами стержней, увеличенными на стандартную величину — 0,003, 0,005, 0,015 и 0,030 дюйма. Отверстие в ремонтируемой направляющей втулке развертывается или хонингуется до необходимого диаметра, соответствующего диаметру стержня ремонтного клапана. Зазор между стержнем и отремонтированной направляющей втулкой сохраняется таким же, как у старого клапана. При замене изношенных клапанов ремонтными, имеющими стержни увеличенного диаметра, масляный зазор и характеристики теплопередачи остаются прежними.
Многие компании, занимающиеся капитальным ремонтом двигателей, с целью упрощения ремонта головок, используют ремонтные клапаны со стержнями увеличенного диаметра.
При восстановлении отверстия в направляющей втулке клапана по технологии накаткиу накаточная головка, вращаясь, углубляется в отверстие. В ходе этой операции диаметр отверстия уменьшается за счет вытеснения металла из одних мест в другие. Технология накатки идеально подходит для двигателей со встроенными направляющими втулками клапанов (т.е. несъемными, отлитыми вместе с головкой блока цилиндров и, следовательно, незаменяемыми). Накатку не рекомендуется использовать для восстановления отверстий с износом, превышающим 0,006 дюйма (0,15 мм). В процессе накатки накаточный ролик конической формы, имеющий небольшой диаметр, или резьбонарезной резец со специально затупленной режущей кромкой, вдавливается в стенку отверстия, выдавливая в ней канавку без удаления металла, как показано на рис. 13.39 и 13.40. Металл выдавливается на края канавки, аналогично тому, как мягкий грунт выдавливается колесами автомобиля из колеи на ее края (образуя непрерывный выступ по краям колеи). Накаточная головка приводится в действие дрелью с понижающим редуктором. Развертки, входящие в комплект накаточной головки, развертывают накатанное отверстие ровно настолько, чтобы обеспечить соответствие зазора между направляющей втулкой и стержнем клапана требованиям общих стандартов на восстановленные узлы. Если требуется особая точность, отверстия хонингуются до заданного размера на высокоточном оборудовании. У направляющих втулок клапанов, восстановленных накаткой, зазор обычно вдвое меньше, чем у новых деталей. Но столь небольшой зазор допустим, потому что после накатки в стенке отверстия, по все его длине, остается множество тонких кольцевых выступов, которые удерживают масло, обеспечивая нормальную смазку.
Инструменты и материалы
Замена направляющих втулок проводится с использованием следующего инструментария:
- молоток;
- развёртки на 8.022 и 8.028;
- оправка для выпрессовки и запрессовки втулок.
Втулки меняют с помощью ступенчатой оправки — латунного либо бронзового инструмента. Упирается он в направляющую втулку, после чего она выбивается ударом молотка. Такой способ выпрессовки не так вредит ГБЦ, как использование обычного молотка и зубила. Специальный съёмник используется не только для снятия втулок, но и для их замены.
 Ступенчатая оправка, используемая для выпрессовки направляющих втулок ВАЗ 2106
Ступенчатая оправка, используемая для выпрессовки направляющих втулок ВАЗ 2106
Лучшим инструментом для замены направляющих втулок является съёмник-выпрессовщик. Такие приспособления позволяют снимать втулки клапанов без повреждения посадочной плоскости на ГБЦ. Наличие этого инструмента позволяет избежать задиров и других дефектов ГБЦ, которые могут появиться при использовании оправки и молотка.
 Съёмник-выпрессовщик для направляющих втулок ВАЗ 2106— универсальный инструмент
Съёмник-выпрессовщик для направляющих втулок ВАЗ 2106— универсальный инструмент
Причины преждевременного износа втулки клапана
Так как направляющие клапанов установлены внутри ГБЦ и изготавливаются (в зависимости от модели мотора) из чугуна, бронзы, латуни или сплавов, не каждый автолюбитель знает об их существовании. Вызвано это тем, что ресурс втулок составляет от 200000 км пробега.
Единственной неисправностью является механический износ внутренней поверхности в результате трения. На скорость износа влияют следующие факторы:
- своевременность замены и качества моторного масла;
- температурный режим работы ДВС;
- качество горючей смеси;
- исправность системы питания;
- правильность регулировки системы зажигания;
В результате износа направляющей стержень клапана теряет центрированность и двигается с перекосом, что не обеспечивает необходимую герметичность между седлом и тарелкой клапана. В итоге в камеру сгорания попадает масло, во впускной или выпускной коллектор прорывается горящая горючая смесь, что приводит к преждевременному износу узлов и деталей.
Причины и следствия износа втулки клапанов
На фото — клапанные втулки, если они изношены, то усиленно расходуется моторное масло
Износ внутренней поверхности клапанной втулки приводит к повышенному расходу масла, поскольку вследствие люфта быстрее изнашивается маслосъемный колпачок, масло попадает в камеру сгорания. Это вызывает повышенное нагарообразование, нарушение температурного режима работы, повышение токсичности отработанных газов, а если бы в девятке стоял катализатор, то и к выходу его из строя. Это касается в большей мере более новых двигателей на 16 клапанов ВАЗ 2110, Приора, Гранта.
В идеальных условиях, при своевременной замене хорошего масла на хорошее и при эксплуатации двигателя без перегрева, втулку стоит менять не ранее, чем через 180-200 тысяч пробега. Но если масло не соответствует нормативной вязкости, клапанные зазоры не контролируются, тогда может возникнуть боковой износ втулки из-за повышенной радиальной нагрузки на клапан и ухудшение его подвижности по оси штока. Поэтому настоятельно рекомендуется после каждой замены маслосъемных колпачков проверять зазор в клапанных направляющих втулках. Если он увеличеный или наблюдается сильный люфт — втулки необходимо поменять.
Замена направляющих втулок клапанов ВАЗ 2109
https://youtube.com/watch?v=UJ4u4vadcS8
Выполнять замену клапанной направляющей втулки 2109 своими руками можно только в том случае, если есть целый набор необходимых инструментов и приспособлений, а самое главное, опыт или хотя бы теоретическая подготовка. Инструменты простые, но они должны быть:
- Микрометр.
- Нутромер.
- Запрессовщик.
- Оправка для выпрессовки или съемник.
- Развертка 8,03 мм.
- Опционально — охлаждающая жидкость.
Однако, есть шанс, что можно обойтись без выпрессовки втулок. для этого потребуется произвести точные замеры при помощи микрометра и нутромера. Дело в том, что если втулка изношена равномерно по диаметру отверстия, можно подобрать ремонтные клапаны. По крайней мере, такая теоретическая возможность существует. Если этого сделать не удастся, тогда необходимо заменить втулки на ремонтные. Если придется купить новые втулки, можно столкнуться со сложностью выбора, поскольку производителей втулок для девятки есть несколько, и у каждого комплекта своя цена. Так, втулки SM продадут за 600 рублей, а бронзовые или латунные втулки для моторов с высокими нагрузками от АвтоВАЗ будут стоить уже в пределах 1200 рублей. В пределах 400 рублей будут стоить стальные ВАЗовские и Zolex.
Конструкция клапанной системы
На каждом клапане имеются тарелки – рабочие части дисковидной формы. Они максимально плотно прилегают к гнезду. Чтобы обеспечить максимально плотное соединение, потребуется при проведении ремонта делать притирку. Для этого используются специальные абразивные пасты. Вторая часть клапана – это шток с прорезями на конце. С его помощью передается поступательное и возвратное движение к тарелке. Благодаря этому отверстие в головке блока своевременно открывается и закрывается.
Для обеспечения движения клапана строго по оси используются втулки. Конструкция у них такая, что ножка клапана не может смещаться в стороны – только вверх или вниз. Между внутренней частью втулки и штоком нет зазоров, поэтому через нее не сможет пройти моторное масло в камеру сгорания. Хотя для этой цели устанавливаются сальники. Но со временем необходимо проводить замену направляющих клапанов, так как под действием силы трения они все равно разрушаются.
Порядок действий
Регулировка клапанов осуществляется при температуре двигателя не более 15 – 20 градусов. Нужно внимательно следить за тем, чтоб уровень зазора находился в рамках нормы. При более узком зазоре, клапан не будет полностью закрывать отверстие, и тем самым значительно уменьшит компрессию в моторе. А при широком зазоре, топливо не будет успевать полностью попадать в камеру сгорания, а выхлопные газы наоборот, выходить из нее. Это уменьшит объем камеры сгорания, и соответственно мощность.
Для регулировки Вам понадобятся:
- Гаечные ключи;
- Отвертка (плоская и крестовая);
- Пинцет;
- Измерительный щуп;
- Регулировочные шайбы;
- Приспособление для регулировки клапанов;
- Набор прокладок.
Когда всё приготовлено, можно начинать работу. Первым делом, поставьте автомобиль на ручник, и включите четвертую (если есть возможность, то лучше пятую) передачу. Одно ведущее колесо, нужно поставить в положение в воздухе.
Далее, отсоедините от головки цилиндров все механизмы, и выкрутите свечи. Снимите крышку, и очистите ГБЦ от масла. Когда блок цилиндров будет свободен, а крышка демонтирована, проверните коленвал до такого положения, когда поршень первого цилиндра будет находится в верхней мертвой точке. Сделать это можно прокрутив ведущее колесо. Проследить за положением поршня можно через окошко, находящееся в картере сцепления.
Регулировка клапанов делается в зависимости от того, какой порядок их работы. На ВАЗ 2109 выпускные клапана имеют порядок 2, 3, 6, 7, а выпускные – 1, 4, 5, 8.
Перед началом работы, поставьте разметку маркером на каждые 90 градусов по кругу цилиндра. Проверните распределительный вал так, чтоб метка на кожухе ремня ГРМ и на шкиве сошлись. После этого, продолжайте вращение распредвала еще на 2-3 зубца, использовав гаечный ключ на 17. Теперь, проверьте щупом размер зазора. Перемещать щуп между кулачками распределительного вала нужно с небольшим усилием.
Если зазоры больше или меньше нормы, то Вам нужно извлечь шайбу с данного клапана, с помощью пинцета. По специальной формуле Н = А + (В – С), высчитать нужный размер шайбы, и заменить ее.
Расшифровка формулы для регулировки двигателя ВАЗ 2109:
Запрессовка направляющих
Засовываются обратно направляющие точно так же, как и высовываются, только наоборот. Есть несколько вариантов сделать это: одни делают посадку более качественной, другие проще реализуются.
Легче всего запрессовывать направляющие, если нагреть головку или охладить втулку. Чем больше будет разность температур у деталей, тем меньший будет меньше натяг и меньше усилий усилий придётся приложить при запрессовке.
Чем меньше нужен натяг у пары втулка-головка и чем твёрже материалы деталей, тем меньше потребуется разность температур. Дело в том, что мягкие металлы при запрессовывании могут нагартовываться, тем самым уменьшая натяг. Мягкий металл просто сминается под более твёрдым. А если обе детали из мягкого металла (алюминиевая головка и бронзовая втулка), то в процессе запрессовывания при натяге свыше 0,05 мм детали схватятся с образованием задиров. Из-за этого будет меньший теплоотвод и клапан может заклинить, а втулка при меньшем натяге вылетит из посадочного отверстия. Но хватит теории, перейдём делу.
Самая простая запрессовка осуществляется ударным способом- молотком через оправку, чтобы не сбить торец втулки. Если не нагревать-охлаждать детали, то втулку надо хотя бы смазать маслом, иначе дело пойдёт совсем плохо.
Более щадящий режим запрессовки может гарантировать винтовое приспособление, оно хотя бы кромку не собьёт. Продеваем шпильку через втулку и посадочное отверстие, накручиваем гайки через проставки, снизу упираем в седло клапана, а сверху в направляющую втулку. По мере накручивания гаек втулка будет запрессовываться.