Какие выбрать безвтыковые поршни на ладу приора 8 и 16 клапанов
Содержание:
- Задиры из-за недостаточного зазора соответственно рядом с бобышкой пальца (задиры под углом 45°)
- Поршневые кольца двигателя
- Обзор популярных моделей поршневых колец ВАЗ 2109 – 2115
- Как провести замену поршневых колец на Ваз
- Замена поршневых колец
- Тюнинг
- Процесс гильзовки блока цилиндров
- Поршневые кольца двигателя
- Поршни завода «Мотордеталь»
- Инструменты для установки
- Облегчение коленвала ВАЗ
- Информация на поверхности поршня
- Маркировка поршней ВАЗ
- Поршни
Задиры из-за недостаточного зазора соответственно рядом с бобышкой пальца (задиры под углом 45°)
Характерным для этого повреждения являются задиры, появляющиеся соответственно со смещением на 45° относительно оси бобышки, причем как на нагруженной стороне, так и на ненагруженной стороне. Поверхность задиров переходит от точек нажима с зеркальным блеском в относительно гладкие места трения с темным цветом. Поршневой палец имеет синий цвет побежалости, это признак тому, что в данном случае температура поршневого пальца была слишком высокой в результате недостаточного зазора или нехватки смазки.
Повреждение появляется, если зона вокруг крепления поршневого пальца слишком сильно нагревается. Поскольку в этой зоне поршень отличается довольно высокой жесткостью, возникает повышенное тепловое расширение в этой зоне и зазор между поршнем и рабочей поверхностью цилиндра сужается. Относительно тонкостенная и тем самым эластичная направляющая часть поршня может компенсировать повышенное тепловое расширение своей эластичностью. На переходе к жестким бобышкам пальца материал, однако, с большим усилием давит на стенку цилиндра, что в конечном счете приводит к прерыванию масляной пленки и к возникновению трения на поршне.
Возможные причины повреждения
• Слишком высокая нагрузка на двигатель, когда он еще не достиг рабочей температуры
Поршень может достичь своей полной рабочей температуры в течение 20 секунд, в то время как для холодного цилиндра для этого требуется намного больше времени. В результате различий в тепловом расширении обоих элементов поршень расширяется намного больше и быстрее, чем цилиндр. Зазор поршня сильно сужается в вышеописанных местах. Появляются названные повреждения.
• Слишком узкая посадка поршневого пальца в головке шатуна (горяче запрессованные шатуны). Слишком узкая посадка поршневого пальца в бобышке шатуна может привести к некруглости бобышки шатуна и тем самым также поршневого пальца. Это связано с различной толщиной стенки в бобышке шатуна. В то время как в направлении шатуна имеется больше материала и более толстые стенки, толщина стенки в конце шатуна намного меньше. При деформации поршневого пальца зазор в креплении пальца уменьшается. В результате этого недостаточный зазор в креплении вызывает повышенное тепло трения и таким образом повышенное тепловое расширение в данной зоне.
• задиры в бобышке шатуна из-за недостаточной смазки при первом вводе двигателя в эксплуатацию.
При сборке поршневой палец не смазывается или смазывается недостаточно. Перед тем как масло при первом пуске в эксплуатацию поступает к месту опоры, нет достаточной смазки, это вызывает заедание опоры пальца и тем самым повышенное образование тепла.
• Дефект монтажа при горячей посадке поршневого пальца (горяче запрессованный шатун)
Кроме вышеназванной смазки пальца при горячей посадке поршневого пальца бобышки шатуна необходимо обратить внимание на то, чтобы непосредственно после вставки пальца подшипник пальца не был подвергнут контролю на свободный ход путем качающего движения. Непосредственно после вставки холодного пальца в горячий шатун температура между обеими деталями выравнивается
Поршневой палец может стать очень горячим. Он расширяется и заклинивается в еще холодном подшипнике пальца. Если подшипник в этом состояние перемещают, здесь может возникнуть первое место трения или задир, который в эксплуатации приводит к тяжелому ходу подшипника и тем самым к повышенному трению и образованию тепла. По этой причине смонтированные детали должны остыть спокойно, опору следует контролировать на свободный ход только после остывания.
Поршневые кольца двигателя
В двигателе внутреннего сгорания (ДВС) поршневые кольца (ПК) служат для уплотнения между стенками цилиндра (гильз) и поршнем, за счет них создается компрессия в цилиндрах. Если при сборке в мотор забыть поставить ПК, двигатель не заведется, так как не будет обеспечено необходимое сжатие рабочей топливовоздушной смеси.
В легковых автомобилях на каждом поршне стандартно устанавливаются по три кольца – два компрессионных и одно маслосъемное, причем, маслосъемные ПК могут быть наборными, то есть, состоять из нескольких элементов. Компрессионные поршневые кольца (КПК) служат для создания компрессии в цилиндрах, всегда изготавливаются из высокопрочного чугуна с различными присадками. Наибольшей прочностью обладает верхнее КПК, так как оно работает в самом тяжелом температурном режиме и испытывает максимальные нагрузки.
Маслосъемные поршневые кольца двигателя (МПК) нужны для отвода масла от стенок цилиндров, если кольца не будут выполнять свою функцию, двигатель будет расходовать масло. МПК могут быть как чугунными, так и стальными, причем, чугунные ПК почти всегда изготавливаются цельными, а вот стальные маслосъемные кольца бывает только наборными (составными). Стальное МПК на один цилиндр состоит из:
- двух пружинных стальных колец;
- осевого расширителя;
- радиального расширителя.
Обзор популярных моделей поршневых колец ВАЗ 2109 – 2115
Фирм, которые изготовляют поршневые кольца много, а так же много и подделок и все их просмотреть просто не хватает времени. Поэтому давайте рассмотрим тех производителей поршневых колец, которые отличаются от других нормальным качеством и ценой. Первое что хочу порекомендовать, это поршневые кольца фирмы “SM”.
Поршневые кольца фирмы “SM
Поршневые кольца от фирмы “Mahle”.
Эти фирмы выпускают поршневые кольца для Вазовских автомобилей разного диаметра и прекрасно нам подходят. Производят их, скорее всего, в Китае, потому как оригинальные будут стоить на много дороже. Но это не означает что всё так плохо, качество у них отличное. Я рекомендую всё же кольца фирмы “SM”, потому что цена у них на много меньше, чем у “Mahle”, а качество одинаковое так зачем платить больше и переплачивать за бренд.
Верхнее компрессионное кольцо у этих производителей стальное хромированное, но у фирмы “SM” оно омеднённое, на верхних фотографиях это прекрасно видно. Второе компрессионное кольцо черного цвета чугунное, но кольцо от фирмы “Mahle” имеет более тёмный цвет. На фото
Нижние маслосъемные кольца металлические наборные.графии слева “SM”, а справа “Mahle”.
Я рекомендую использовать именно металлические наборные маслосъемные кольца, потому что в отличие от коробчатого типа колец они прекрасно притираются в цилиндре, устойчивы к перегреву (не теряют свои пружинные свойства) и главное их достоинство, они работают как два не зависимых друг от друга кольца. Кольца коробчатого типа, очень боятся перегрева. Они при перегреве теряют свои пружинные свойства и плохо справляются со своей работой
И ещё один серьезный минус, они требуют очень осторожной обкатки. При малейшем отклонении от обкаточных режимов рабочие кромки кольца в некоторых местах могут откалываться и будут пропускать масло
Конечно же, есть и другие производители поршневых колец, но они как обычно идут сплошные подделки и выбрать качественные порой не реально
Как провести замену поршневых колец на Ваз
Итак, прежде чем переходить к процессу под названием замена поршневых колец ваз 21083, необходимо разобрать сам двигатель. Для начала его нужно снять с автомобиля, а уже затем приступить к разбору. На том, как снимать двигатель мы останавливаться не будем, а перейдем непосредственно к его разбору.
Разбор двигателя Ваз
Для начала следует закрепить двигатель к поворотному устройству специального типа, которое поможет нам грамотно и быстро разобрать его.
Итак, начали:
- вынимаем топливный шланг из бензонасоса (для этого следует расслабить хомут отверткой);
- берем ключ на 13 и отворачиваем две гайки, которые фиксируют насос к двигателю;
- извлекаем его;
- действуя отверткой, снимаем также промежуточный толкатель бензонасоса.
- начинаем отсоединять провода свечей зажигания;
- извлекаем также резиновую трубочку вакуумного регулятора;
- ключом на 13 расслабляем крепежи, фиксирующие распределить зажигания и снимаем его (для начала извлекаем фиксационный кронштейн).
- настала очередь генератора;
- откручиваем гайку натяжителя;
- подвигаем генератор к двигателю;
- снимаем ремень;
- откручиваем гайку, находящуюся на нижнем креплении;
- извлекаем болт;
- вынимаем генератор.
- извлекаем водяные патрубки, идущие от карбюратора;
- берем торцевой ключ и отворачиваем болты, фиксирующие помпу;
- извлекаем саму помпу, аккуратно постукивая молоточком (это делается для того чтобы разрушить накипь);
- извлекаем масляный фильтр (можно руками или специальным инструментом);
- ключом на 13 извлекаем крышку сапуна вместе с щупом, который проверяет масло;
- снимаем датчики давления масла (чтобы их не повредить, следует аккуратно отворачивать);
- снимаем приводной шкив коленчатого вала;
- снимаем маховик, перевернув двигатель;
- снимаем пластину.
Продолжаем разборку двигателя:
- головкой на 10 расслабляем три болта крышки двигателя;
- вынимаем крышку;
- откручиваем крышку головки цилиндров;
- снимаем аккуратно фигурные шайбы, после чего снимаем крышку;
- снимаем прокладку (тщательно проверяем ее и если есть повреждения, сразу же сменяем);
- демонтируем цепной привод;
- снимаем звездочки и цепь;
- снимаем шестерню;
- откручивам 9 гаек, фиксирующих пинал;
- снимаем головки цилиндров.
Подгонка новых колец
Замена поршневых колец на ваз 21083 подразумевает их правильную установку. После того, как двигатель будет разобран, необходимо взять кольцо пальцами и развести в разные стороны. Делается это не сильно, примерно на один сантиметр. После этого, нужно отпустить кольцо и края его должны встать краями напротив друг друга. Если же края не встают ровно друг против друга, значит кольцо негодное и его место на свалке.
Внимание: Новые кольца, прежде чем их установить, нужно подогнать. Процесс подгонки проводится под цилиндр двигателя
Зачем это нужно? Чтобы кольца имели идеальную стыковку с поверхностью цилиндра. Об этом было сказано выше. Одним словом, подгонка подразумевает проверку зазора между кольцом и поверхностью цилиндра. Для того чтобы провести операцию данного типа, необходимо воспользоваться щупом.
- берем щуп;
- мерим зазор, установив кольцо на цилиндр и придавив сверху поршнем.
Правильный зазор должен быть равен значению в пределах 0,25-0,45 мм. В случае, если зазор больше данного значения, необходимо кольцо заменить на другое.
Вставляем кольца поршневые
Вот мы и подошли к самому главному. Данное видео поможет Вам правильно все увидеть своими глазами всю работу. Прежде, чем ставить кольца, необходимо посмотреть на надпись, как показано на данном фото:
Внимание: Данная надпись означает верхнюю часть кольца. В некоторых случаях, хотя это бывает редко, вместо надписи используются кромки в некоторых местах
Установка колец проводится несколькими способами. Первый из них подразумевает установку с помощью металлических пластинок. Начали:
- своими руками нарезаем несколько пластин из металла листового, имеющего толщину 0.4 мм;
- заводим пластинки под кольцо;
- после установки кольца, как рекомендует инструкция, пластинки вынимаются (метод поможет новичкам-автомобилистам).
Другой способ установки подразумевает разжимание кольца двумя пальцами и непосредственную установку на цилиндр. Существует еще один способ, который потребует определенной практики и железных нервов. Если недостаточно иметь терпения, то кольцо может легко лопнуть, а цена на них известно какая. Поэтому данный способ подойдет лишь опытным специалистам. После установки колец их размещают таким образом, чтобы разрезы находились под углом 120 градусов друг от друга. Таким образом, уменьшается прорыв газов в картер. Вот и все. На этом заканчивается пособие по замене поршневых колец на Ваз.
Замена поршневых колец
На автомобилях ВАЗ, впрочем, как и на всех других моделях легковых автомашин, одни лишь поршневые кольца целесообразно менять только в том случае, если:
- в цилиндрах нет выработки;
- не имеет следов повреждения их внутренняя поверхность.
При значительном износе гильз требуется их расточка, а если до этого уже был последний размер, требуется перегильзовка блока цилиндров. Заменить ПК можно на любом вазовском моторе, не снимая ДВС, для этого потребуется снятие ГБЦ и масляного картера. ПК меняют в том случае, если зазор в стыках у них не превышает 1 мм.
Для примера рассмотрим замену поршневых колец на автомобиле ВАЗ-2114 с 8-клапанным ДВС, такую работу необходимо проводить на яме или автоподъемнике:
- выключаем зажигание, ставим КПП на нейтральную передачу, скидываем с АКБ минусовую клемму;
- сливаем тосол, снимаем корпус воздушного фильтра вместе с патрубком (гофрой инжектора);
- снимаем клапанную крышку, распредшестерню, ослабляем ремень ГРМ и отводим его в сторону;
- отсоединяем от ГБЦ в\в провода, патрубки системы охлаждения, откручиваем болты головки;
- раскручиваем гайки приемной трубы глушителя;
- полностью освобождаем ГБЦ от всех креплений, которые мешают ее снять, производим съем головки блока;
- если под двигателем есть защита, демонтируем ее;
- подставляем емкость под поддон двигателя, отворачиваем пробку на картере, сливаем масло;
- снимаем нижний лючок корпуса КПП (три болтика);
- головкой с воротком на 10 или торцевым ключом откручиваем все болты масляного поддона;
- демонтируем поддон, снимаем маслоприемник;
- отворачиваем гайки шатунов, снимаем нижние шатунные крышки, аккуратно выбиваем поршни с шатунами наверх. Поршни следует выбивать через выколотку из мягкого металла или через деревянный брус. Сначала нужно аккуратно выбить шатунный болт, не повредив на нем резьбу, затем выколотку наставить на торец шатуна – ни в коем случае нельзя бить по вкладышам или посадочному месту под ними;
- шатуны рекомендуется вынимать по одному, и сразу же на них наживлять крышки, между собой крышки путать нельзя, они назад ставятся строго по своим местам, и обязательно замок к замку;
- снимаем с поршней ПК, обломком старого кольца чистим поршневые канавки до чистого металла. Обязательно проверяем чистоту канавки по кругу, кокса в ней оставаться не должно;
- устанавливаем в канавки новые кольца, начинаем с нижнего МПК, затем ставим среднее компрессионное ПК, и в последнюю очередь верхнее. Для установки можно воспользоваться специальным приспособлением, но все же кольца удобнее ставить руками. Если МПК чугунные, их нельзя гнуть по своей оси, можно только аккуратно раздвигать. Компрессионные кольца выгибать тоже нужно аккуратно, по минимуму;
- устанавливаем на место поршень с помощью специальной оправки, забиваем деревянной ручкой молотка либо латунной или бронзовой выколоткой;
- ставим по одному поршню-шатуну, и тут же крепим на каждый шатунную крышку. Затяжку гаек шатунов следует выполнять динамометрическим ключом, усилие – от 4,5 до 5,5 кг;
- затем ставим все на место – маслоприемник, поддон двигателя, головку блока. Заливаем в радиатор тосол, масло в картер, для проверки запускаем мотор. После замены ПК ДВС может поначалу дымить и расходовать масло – движок необходимо обкатать приблизительно 2 тыс. км. Бывает так, что при кажущемся нормальном состоянии гильз ДВС продолжает дымить даже после замены колец после обкатки. В таком случае придется растачивать цилиндры и устанавливать ремонтную поршневую группу.
Тюнинг
Карбюраторный двигатель 21213 невозможно перепрошить из-за отсутствия ЭБУ, поэтому производится механический тюнинг:
- замена жиклеров – т125 вZD135 (2 кам.) вместо т110 вDZ150 (1 кам.);
- доработка ускорительного насоса – замена носика;
- очистка от нагара – аппаратами ВД, чистящими средствами.
После этого повысится качество поступления топлива в газораспределительный механизм. Далее необходим тюнинг самого ГРМ:
- расточка седел и увеличение диаметра клапанов;
- аналогичные действия с колодцами толкателей;
- замена форсунок управляющего блока.
Таким образом, мотор 21213 считается достаточно надежным (оценка +3), но очень шумным силовым приводом внедорожника. В сравнении с предыдущими ДВС увеличена мощность, использован новый карбюратор. Добавилась мощность и крутящий момент на 3000 оборотах.
Процесс гильзовки блока цилиндров
Гильзование цилиндров является универсальным ремонтным мероприятием, способным восстановить любую силовую установку. При подборе втулки для блока цилиндров выдерживаются следующие требования:
- для чугунных блоков цилиндров используются гильзы из легированного чугуна;
- для блоков из легких сплавов применяются вставки, изготовленные из материалов на основе алюминия;
- для алюминиевых блоков, к которым подходят только дорогостоящие и дефицитные гильзы оригинального происхождения, допускается установка чугунных втулок с тщательным подбором тепловых зазоров.
При качественной и правильной гильзовке алюминиевого блока цилиндров съемными втулками из чугуна можно обеспечить дополнительный ресурс двигателя в 130-150 тыс. км.

Для установки гильзы выполняется расточка цилиндров со строгим соблюдением правильной геометрии посадочных гнезд. В ситуации с возникновением эллипсообразности загильзованного цилиндра уже нельзя рассчитывать на нормальную и долговечную работу двигателя. Для получения высокой точности внутренних поверхностей выполняется их абразивная обработка при помощи хонинговальных наконечников (хонинговка).
Горячее гильзование блока цилиндров подразумевает нагрев блока до температуры +140-150С с последующей установкой в термически расширенное посадочное гнездо охлажденной в жидком азоте втулки. Чтобы избавиться от образования конденсата, гильза предварительно обрабатывается специальным средством. Данный метод позволяет добиться плотной посадки втулки и оптимального натяга по всей площади ее соприкасания с поверхностями блока.
Также может применяться гильзовка блока цилиндров методом запрессовки. Эта технология не предусматривает предварительную расточку посадочных цилиндрических отверстий. Гильза устанавливается в блок на специальный герметик, после чего и происходит ее запрессовка.
Поршневые кольца двигателя
В двигателе внутреннего сгорания (ДВС) поршневые кольца (ПК) служат для уплотнения между стенками цилиндра (гильз) и поршнем, за счет них создается компрессия в цилиндрах. Если при сборке в мотор забыть поставить ПК, двигатель не заведется, так как не будет обеспечено необходимое сжатие рабочей топливовоздушной смеси.
В легковых автомобилях на каждом поршне стандартно устанавливаются по три кольца – два компрессионных и одно маслосъемное, причем, маслосъемные ПК могут быть наборными, то есть, состоять из нескольких элементов. Компрессионные поршневые кольца (КПК) служат для создания компрессии в цилиндрах, всегда изготавливаются из высокопрочного чугуна с различными присадками. Наибольшей прочностью обладает верхнее КПК, так как оно работает в самом тяжелом температурном режиме и испытывает максимальные нагрузки.
Маслосъемные поршневые кольца двигателя (МПК) нужны для отвода масла от стенок цилиндров, если кольца не будут выполнять свою функцию, двигатель будет расходовать масло. МПК могут быть как чугунными, так и стальными, причем, чугунные ПК почти всегда изготавливаются цельными, а вот стальные маслосъемные кольца бывает только наборными (составными). Стальное МПК на один цилиндр состоит из:
- двух пружинных стальных колец;
- осевого расширителя;
- радиального расширителя.
Поршни завода «Мотордеталь»
На многих отечественных и импортных машинах используются ремонтные поршни, изготовленные на производственных мощностях костромского производителя поршневых групп «Мотордеталь-Кострома». Данное предприятие выпускает поршни с диаметром от 76 до 150 мм. На сегодняшний день производятся такие типы поршней:
- цельнолитой;
- с терморегулирующей вставкой;
- с вставкой под верхнее компрессионное кольцо;
- с каналом масляного охлаждения.
Поршни, выпущенные под указанной торговой маркой, имеют собственные обозначения. При этом информация (маркировка) может быть нанесена двумя способами — лазером и микроударом. Для начала рассмотрим на конкретных примерах маркировку, сделанную при помощи лазерной гравировки:
- EAL — соответствие техническому регламенту таможенного союза;
- Сделано в России — прямое указание страны-производителя;
- 1 — группа по массе;
- H1 — группа по диаметру;
- 20-0305А-1 — номер изделия;
- К1 (в кружочке) — знак отдела технического контроля (ОТК);
- 15.05.2016 — прямое указание на дату производства поршня;
- Sp 0,2 — зазор между поршнем и цилиндром (температурный).
Теперь рассмотрим обозначения, нанесенные при помощи так называемого микроудара, на конкретных примерах:
- 95,5 — общий размер по диаметру;
- В — группа по диаметру;
- III — группа по диаметру пальца;
- К (в кружочке) — знак ОТК (контроля качества);
- 26.04.2017 — прямое указание даты производства поршня.
Здесь же стоит отметить, что для производства разных поршней используются различные же алюминиевые сплавы с легирующими добавками. Однако эта информация не указывается прямо на корпусе поршня, но записывается в его технической документации.
Инструменты для установки
Следует учитывать, что без применения специальных инструментов и при ручном разжатии деталей, их срок эксплуатации значительно сокращается. Для снятия старой детали и установки нового на цилиндр, применяется съемник поршневых колец. Он может иметь различную конструкцию:

Для того чтобы правильно установить поршневые кольца, необходимо соблюдать норму их прижатия к стенкам поршня. Для этого используется специальная оправка.

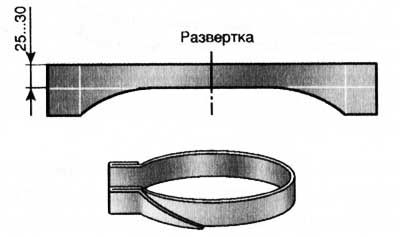
Оправка поршневых колец своими руками – достаточно распространенное приспособление. Сделать его можно по такой схеме:
Таким образом, установить поршневые кольца своими руками задача несложная и под силу каждому автолюбителю при соблюдении определенных правил.
На видео представлен обзор поршневых колец:
Облегчение коленвала ВАЗ
О том как облегчать маховик, мы уже писали, но от одного маховика толку мало. В этой статье разберёмся с облегчением коленвала и остальными деталями КШМ.
Облегчение коленвала ВАЗ:
Для стандартного коленвала тоже можно делать облегчение, запас прочности у него большой. Но делать это надо взвесив все плюсы и минусы.
Итак плюсы облегчения коленвала:
- Уменьшаются инерционные массы, которые отрицательно действуют на коренные шейки коленвала, увеличивая их износ
- Мотор легче и быстрее набирает обороты
Минусы облегчения:
- При неправильном или чрезмерном облегчении коленвала может ухудшиться работа на холостых, а при высоких нагрузках коленвал может просто лопнуть.
- Дополнительные затраты на тюнинг (ну а как без этого?)
Облегчение коленчатого вала заключается в основном в обработке щёк и противовесов. Единой схемы облегчения коленвала нет. Кто то фрезерует боковые стороны щёк, кто-то затачивает противовесы, иногда даже очень остро, кто то просто доводит литую поверхность до хорошей чистоты, убирая дефекты литья, шлифуя и полируя поверхность колена.
Но не всё так просто. После любого вмешательства в конструкцию коленчатого вала, желательно даже после шлифовки шеек, нужно обязательно проводить его балансировку.
Статическая балансировка здесь не подойдёт как для маховика, тут нужна динамическая, на специальном оборудовании.
Правда бывают мастера которые могут вам отбалансировать на своих самодельных стендах, но в основном это всё не качественно.
Коленвал облегчают вместе с маховиком. Такая балансировка даст ощутимый результат. Сначала один коленвал, а потом в сборе с маховиком. Балансировать коленвал с корзиной сцепления и шкивом можно, но на практике это не выгодно. Потому что сцепление меняется довольно часто, особенно на тюнинговых авто, поэтому мы же не будем каждый раз вынимать коленвал из двигателя и каждый раз его балансировать. Стоимость балансировки в каждом регионе разная, колеблется от 1.500 до 3500 рублей, может и дешевле. Если кто знает, что почём и где прошу оставить комментарий. Может кому-то пригодится.
Сильно облегчать противовесы коленвала не стоит, так как они сильно взаимосвязаны с весом шейки и шатуна, чтобы не получилось так что противовес будет намного легче шейки. Облегчение коленвала более чем на 1 кг — это опасно.
Ещё раз напоминаю, после облегчения коленвала, динамическая балансировка — обязательна.
Посмотрите как делают облегчение коленчатого вала. В кадре коленвал «Надежды», для других моделей ВАЗ всё аналогично.
Желаю успехов!
Информация на поверхности поршня
Обсуждения вопроса о том, что означает маркировка на поршнях стоит начать с того, какую вообще информацию производитель наносит на изделие.
- Размер поршня. В некоторых случаях в маркировке на днище поршня можно найти цифры, означающие его размер, выраженный в сотых долях миллиметра. Пример — 83.93. Эта информация означает, что диаметр не превышает указанного значения с учетом допуска (группы допуска обсудим чуть ниже, у разных марок машин они отличаются). Замер производится при температуре +20°С.
- Монтажный зазор. Другое его название — температурный (поскольку может изменяться вместе с изменением температурного режима в двигателе). Имеет обозначение — Sp. Приводится в дробных числах, означающих миллиметры. Например, обозначение маркировки на поршне SP0.03 говорит о том, что зазор в данном случае должен быть 0,03 мм с учетом поля допуска.
- Товарный знак. Или эмблема. Производители таким образом не только идентифицируют себя, но и дают информацию мастерам о том, чьей документацией (товарными каталогами) необходимо пользоваться при подборе нового поршня.
- Направление установки. Эта информация дает ответ на вопрос — на что указывает стрелка на поршне? Она «говорит» о том, каким образом должен быть смонтирован поршень, в частности, стрелка нарисована по направлению движения автомобиля вперед. На машинах, у которых двигатель расположен сзади вместо стрелки зачастую изображают символический коленчатый вал с маховиком.
- Номер отливки. Это цифры и буквы, схематически указывающие на геометрические размеры поршня. Обычно такие обозначения можно встретить на европейских машинах, для которых элементы поршневой группы изготавливают такие компании как MAHLE, Kolbenschmidt, AE, Nural и прочие. Справедливости ради стоит отметить, что отливку в настоящее время используют все реже. Однако если нужно идентифицировать поршень по этой информации, то для этого необходимо воспользоваться бумажным или электронным каталогом конкретного производителя.
Кроме этих обозначений также существуют и другие, и они могут отличаться у разных производителей.
Маркировка поршней ВАЗ
По статистике, маркировкой ремонтных поршней чаще всего интересуются владельцы или мастера по ремонту двигателей автомобилей ВАЗ. Далее приведем информацию по различным поршням.
ВАЗ 2110
Для примера возьмем двигатель автомобиля ВАЗ-2110. Чаще всего в данной модели используются поршни с маркировкой 1004015. Изделие производится непосредственно на ОАО «АвтоВАЗ». Краткая техническая информация:
- номинальный диаметр поршня — 82,0 мм;
- диаметр поршня после первого ремонта — 82,4 мм;
- диаметр поршня после второго ремонта — 82,8 мм;
- высота поршня — 65,9;
- компрессионная высота — 37,9 мм;
- рекомендованный зазор в цилиндре — 0,025…0,045 мм.
Непосредственно на корпусе поршня может быть нанесена дополнительная информация. Например:
- «21» и «10» в районе отверстия под палец — обозначение модели изделия (другие варианты — «213» обозначает двигатель ВАЗ 21213, а к примеру, «23» — ВАЗ 2123);
- «ВАЗ» на юбке с внутренней стороны — обозначение производителя;
- буквы и цифры на юбке с внутренней стороны — специфическое обозначение литейного оборудования (расшифровать его можно с помощью документации производителя, но в большинстве случаев эта информация бесполезна);
- «АЛ34» на юбке с внутренней стороны — обозначение литейного сплава.
Основные маркировочные символы, наносимые на днище поршня:
- Стрелка — это маркер ориентации, указывающий направление в сторону привода распределительного вала. На так называемых «классических» моделях ВАЗ иногда вместо стрелки можно встретить букву «П», что означает «перед». Аналогично, тот край, где изображена буква, нужно направлять в сторону движения машины.
- Один из следующих символов — A, B, C, D, E. Это маркеры класса диаметра, показывающие отклонение в значении по наружному диаметру. Далее приведена таблица с конкретными значениями.
- Маркеры группы массы поршня. «Г» — нормальная масса, «+» — увеличенная на 5 грамм масса, «-» — уменьшенная на 5 грамм масса.
- Одна из цифр — 1, 2, 3. Это маркер класса отверстия поршневого пальца, определяет отклонение по диаметру отверстия под поршневой палец. В дополнение к этому имеется цветовое обозначение данного параметра. Так, краска наносится на внутреннюю сторону днища. Синий цвет — 1 класс, зеленый цвет — 2 класс, красный цвет — 3 класс. Далее приведена дополнительная информация.
Для ремонтных поршней ВАЗ также существуют два отдельных обозначения:
- треугольник — первый ремонт (диаметр увеличен на 0,4 мм от номинального размера);
- квадрат — второй ремонт (диаметр увеличен на 0,8 мм от номинального размера).
Обратите внимание, что для различных марок машин (в том числе для разных двигателей) значение отличия ремонтных поршней нужно смотреть в справочной информации
ВАЗ 21083
Другим популярным «ВАЗовским» поршнем является 21083-1004015. Он также производится на ОАО АвтоВАЗ. Его технические размеры и параметры:
- номинальный диаметр — 82 мм;
- диаметр после первого ремонта — 82,4 мм;
- диаметр после второго ремонта — 82,8 мм;
- диаметр поршневого пальца — 22 мм.
Он имеет аналогичные обозначения, что и ВАЗ 2110-1004015. Остановимся немного подробнее на классе поршня по наружному диаметру и классе отверстия под поршневой палец. Соответствующая информация сведена в таблицы.
| Класс поршня по наружному диаметру | A | B | C | D | E |
| Диаметр поршня 82,0 (мм) | 81,965-81,975 | 81,975-81,985 | 81,985-81,995 | 81,995-82,005 | 82,005-82,015 |
| Диаметр поршня 82,4 (мм) | 82,365-82,375 | 82,375-82,385 | 82,385-82,395 | 82,395-82,405 | 82,405-82,415 |
| Диаметр поршня 82,8 (мм) | 82,765-82,775 | 82,775-82,785 | 82,785-82,795 | 82,795-82,805 | 82,805-82,815 |
Поршни
На многих отечественных и импортных машинах используются ремонтные поршни, изготовленные на производственных мощностях костромского производителя поршневых групп «Мотордеталь-Кострома». Данное предприятие выпускает поршни с диаметром от 76 до 150 мм. На сегодняшний день производятся такие типы поршней:
- цельнолитой;
- с терморегулирующей вставкой;
- с вставкой под верхнее компрессионное кольцо;
- с каналом масляного охлаждения.
Поршни, выпущенные под указанной торговой маркой, имеют собственные обозначения. При этом информация (маркировка) может быть нанесена двумя способами — лазером и микроударом. Для начала рассмотрим на конкретных примерах маркировку, сделанную при помощи лазерной гравировки:
- EAL — соответствие техническому регламенту таможенного союза;
- Сделано в России — прямое указание страны-производителя;
- 1 — группа по массе;
- H1 — группа по диаметру;
- 20-0305А-1 — номер изделия;
- К1 (в кружочке) — знак отдела технического контроля (ОТК);
- 15.05.2016 — прямое указание на дату производства поршня;
- Sp 0,2 — зазор между поршнем и цилиндром (температурный).
Теперь рассмотрим обозначения, нанесенные при помощи так называемого микроудара, на конкретных примерах:
- 95,5 — общий размер по диаметру;
- В — группа по диаметру;
- III — группа по диаметру пальца;
- К (в кружочке) — знак ОТК (контроля качества);
- 26.04.2017 — прямое указание даты производства поршня.
Здесь же стоит отметить, что для производства разных поршней используются различные же алюминиевые сплавы с легирующими добавками. Однако эта информация не указывается прямо на корпусе поршня, но записывается в его технической документации.