Особенности ремонта и переварки днища автомобиля своими руками
Содержание:
- Требования к технологии проведения
- Углекислотный полуавтомат
- Достоинства автосварки углекислотным полуавтоматом
- Сварка MIG/MAG
- Подготовка и настройка
- Как работает сварочный полуавтомат
- Сварка полуавтоматом
- Как подготовить автомобиль к восстановлению
- Виды и особенности сварочных аппаратов
- Тонкости сварки кузова
- Полезные советы при сварке кузова авто своими руками
- Виды сварки для кузовного ремонта
- Отделка после ремонта
- Особенности сварки кузова автомобиля электродом
- Меры осторожности
- Особенности сварки с проволокой
- Процесс сварки
- Как варить кузов полуавтоматом
Требования к технологии проведения
Существует три основных типа компоновки автомобилей, воспринимающей эксплуатационные и другие нагрузки:
- На основе силового каркаса, к которому крепятся механизмы и обшивка.
- Несущий кузов, который, формируя защищенный полезный объем, одновременно служит основой для крепления агрегатов машины. Вариант закрепился за подавляющим большинством индивидуальных (легковых) автомобилей.
- Совмещенный вариант, включающий оба элемента. Область применения — грузопассажирский транспорт, автобусы, спец техника.
Наиболее «привередлива» вторая категория. Даже опытный специалист автосервиса не всегда определит, насколько нагружен тот или иной элемент несущего кузова.
- Надежность. Прочность отремонтированного элемента (в идеале) не должна уступать первоначальной. Если это сварка выхлопной системы — швы должны быть герметичными.
- Швы и стыки не должны нарушать эстетики. Особенно это актуально для ремонтов в районе крыла, дверей, капота.
- Ремонт не должен снижать эксплуатационные качества, мешать штатной работе механизмов.
Все эти задачи осложняются тем, что несущий набор кузова имеет сложную форму. Повреждения порой недоступны, либо плохо доступны для качественной сварки. Металл кузова автомобилей, тонкий, меньше миллиметра, сварка его требует определенных навыков, специального оборудования.
Важно! Применяя электросварку даже при совсем мелких, простых ремонтах обязательно отключайте аккумулятор, а также электронные блоки автомобиля.
Углекислотный полуавтомат
Оптимальный вариант для восстановления целостности кузова. Принцип работы углекислотного полуавтомата – формирование шва происходит с помощью специальной проволоки, разогретой газовым соплом. Подача присадки — в полуавтоматическом или автоматическом режиме. Наличие газа в области обработки исключает негативное влияние воздушной среды. Для выполнения работы нужно соблюдать такие рекомендации:
- Предварительная настойка полуавтомата. Режим зависит от толщины металла, его вида (сплава), марки проволоки, ширины и глубины шва.
- Если опыт сварки небольшой – нужно сделать несколько пробных швов на листах с характеристиками аналогичными кузовным компонентам.
- Соблюдение скорости движения. Раскаленная проволока должна наполнить шов равномерно.
- После проведения работ удаляем окалину и проверяем целостность конструкции.
Подобная методика актуальна для формирования герметичных швов. С помощью углекислотного полуавтомата можно сделать как точечное, так и шовное соединение. При смене газовой смеси на аргон, и применяя другой тип проволоки, появляется возможность сваривать цветные металлы.
Достоинства автосварки углекислотным полуавтоматом
 Проанализировав продукцию отечественного автопрома, срок эксплуатации которой на сегодняшний день составляет более 10 лет, специалисты отметили плохое качество кузовов машин ВАЗ 2101, 2108, 2106, 2109, 2107. Особенно тех, что были выпущены до 1994 года. Причина в том, что кузовную основу тогда не грунтовали, краску наносили сразу на железо.
Проанализировав продукцию отечественного автопрома, срок эксплуатации которой на сегодняшний день составляет более 10 лет, специалисты отметили плохое качество кузовов машин ВАЗ 2101, 2108, 2106, 2109, 2107. Особенно тех, что были выпущены до 1994 года. Причина в том, что кузовную основу тогда не грунтовали, краску наносили сразу на железо.
В данном случае сварка проводится при помощи проволоки. Такой сварочный аппарат является самым доступным и универсальным. Он сваривает железо, толщина которого варьируется от 0,8 до 6 мм. Полуавтомат с легкостью может выполнить следующие виды работ:
- сварить пороги и лонжероны;
- залатать дыры;
- выправить вмятины.
Принцип работы аппарата основан на давлении, которое подает в зону сварки двуокись углерода. При этом воздушная среда вытесняется, и это позволяет защитить металл от окисления. При сварке полуавтоматом металл не сгорает, а плавится, надежно скрепляя листы железа.
Чтобы шов был крепким, следует наносить сваркой стежки длиной 2 см через каждые 5 см свариваемой поверхности.
Чтобы получить полное представление о правильном проведении сварочных работ, лучше всего посмотреть специальное видео. Вы увидите, что сварочные швы следует обязательно обработать грунтовкой
Особое внимание следует уделить швам, которые выполнены на поддоне, задней части машины и стойках
Сварка MIG/MAG
Этот тип сварки стал наиболее популярным в кузовном ремонте. Когда упоминают о сварке полуавтоматом, то имеют ввиду именно этот тип сварки.
MIG (metal inert gas) переводится, как металл с инертным газом, что совершенно не правильно отражает суть сварки. К примеру, так называемая сварка TIG (tungsten inert gas), тоже металл с инертным газом. Но все привыкли так называть этот тип сварки. MAG (metal active gas) – тот же тип сварки, только в качестве защитного газа используется активный газ, который защищает зону сварки от воздуха, а также химически реагирует со свариваемым металлом или растворяется в нём. При сварке стальных панелей сваркой MAG (с активным защитным газом), в кузовном ремонте чаще всего применяют углекислый газ (СО2). Также, могут применяться вариации газовых смесей, состоящие из аргона (Ar), кислорода (О2), азота (N2), водорода (H2). Газ заправляется в баллоны и подключается к сварочному оборудованию.
В процессе сварки MIG/MAG, сварочная проволока непрерывно подаётся в область сварки по мере формирования сварочного шва. Проволока несёт ток и окружена инертным (или активным) защитным газом, который поступает вместе с проволокой. Для MIG сварки обычно применяется смесь 25% — CO2 и 75% аргон. Газ помогает охладить место сварки, а также защищает от окисления, которое происходит, если бы сварка происходила без защитного газа.
Процесс сварки MIG/MAG включает в себя цикл. Когда сварочная проволока касается места сварки, создаётся короткий контур с металлической деталью, которая подключена к массе. Нагрев, который генерируется коротким замыканием, расплавляет проволоку и цикл завершается. Однако, он быстро возобновляется, так как проволока продолжает поступать, создавая короткую дугу, которая является базой сварки MIG/MAG. Смена этих циклов и создаёт всем известный «трещащий» звук, характерный для сварки MIG/MAG.
При сварке оборудованием MIG/MAG, важно обеспечить правильный зазор между свариваемыми панелями. Это относится к соединению металлических листов встык. Если свариваемые листы расположены слишком близко или вплотную, то нагрев неизбежно деформирует листы. В итоге получится неровная поверхность.
Важно, также, отрегулировать поток защитного газа и скорость подачи проволоки. Сила тока выставляется в зависимости от толщины проволоки и скорости её подачи. Всё это нужно научиться настраивать экспериментальным путём. Более подробно о сварке полуавтоматом можно прочитать здесь.
Подготовка и настройка
При работе инвертором предварительно настраивают полярность. Обычно тонкий металл варят на обратной полярности, при которой деталь греется меньше.
Затем подбирают электрод, подсоединяют кабели, подключают электропитание.
Прежде чем варить полуавтоматом проверяют давление на выходе редуктора баллона с углекислотой, при необходимости регулируют.
Не зависимо от устройства для сварки, рабочее место должно быть оборудовано вентиляцией. Позаботьтесь о достаточном освещении. Оно сделает работу удобной, повысит качество, снизит нагрузку на глаза.
Уделите внимание защите от возможных повреждений остальных элементов машины. Это касается шин, внутренней отделки салона, пластика, электропроводки и т.п
Места сварки необходимо зачистить от краски и ржавчины. При необходимости сильно разрушенные части удалить.
Для сварки глушителя ремонта других съемных частей их лучше демонтировать.
Как работает сварочный полуавтомат
Ответ на этот вопрос скорее для новичков. Принцип работы полуавтомата заключается в следующем: Сварщик, нажимая на кнопку расположенную на горелке запускает ряд процессов. Газовый клапан, который пускает газ в зону сварки, электрический ток, который подается на медный наконечник расположенный на конце горелки, внутри сопла. И запускает механизм подачи проволоки.
Сварочная проволока проходит через узкий наконечник, на который подается электрический ток, касается замкнутого с помощью массы металла и возбуждается дуга. В зоне возбуждения дуги уже присутствует защитный газ, который вытесняет кислород и другие продукты внешний среды.
Здесь ведь все знают — что такое сварка? Надеюсь, да. Тогда погнали дальше!
Сварка полуавтоматом
Сваривание полуавтоматом является самым распространенным видом соединения деталей. Автомобили не являются исключением.
В полуавтомате роль электрода выполняет проволока, которая подается из вставленной в аппарат бобины. Само сваривание происходит в защитной газовой среде.
Авто сварка полуавтоматом имеет много преимуществ. С помощью этого оборудования становится возможным без особых трудностей достать с целью соединения детали, расположенные в труднодоступных местах. Этим способом можно пользоваться при ремонте автомобилей и грузовиков большого размера. С помощью полуавтомата выполняются швы различной ширины.
Устройство полуавтомата от остального подобного оборудования отличается специфичностью расходных материалов — вместо электродов при сварке используется проволока. Она подается во время процесса сварки в автоматическом режиме, что является крайне удобным.
Ремонт авто сваркой полуавтоматом является эффективным способом, приводящим без применения особых усилий к хорошему результату. С помощью этого оборудования можно производить ремонт деталей толщиной от 0,7 до 4 миллиметров. В этот диапазон укладываются, как тонкие крылья, так и массивные лонжероны. Сварка автомобиля полуавтоматом — наиболее приемлемый вариант, если предстоит ремонтировать кузов машины.
Сварку различных деталей автомобиля наиболее часто производят методом их стыка. Это исключает образование лишних утолщений на поверхности. Таким методом можно ставить на поверхность деталей в необходимых местах небольшие заплатки или вставки при условии, что в дальнейшем на них не будет оказываться значительное усилие. Полуавтоматом можно выполнять различные виды соединений.
С кромок соединяемых деталей предварительно необходимо снять фаски, если толщина деталей превышает два миллиметра. В остальных случаях можно обойтись без этого. Необходимо свести к минимальному значению величину зазоров между соединяемыми деталями, а лучше совсем обойтись без них. Наиболее популярным среди автомобильных сварщиков методом служит соединение внахлест.
Автомобильная сварка с помощью полуавтомата позволяет выполнять различные типы швов:
- точечный;
- сплошной внахлест;
- сплошной прерывистый внахлест;
- сплошной прерывистый встык.
При точечном способе сварки деталей автомобиля полуавтоматом соединение происходит путем наложения не сплошного шва, а отдельно стоящих через определенные промежутки точек. Интервал между ними зависит от протяженности соединения. Он может находиться в диапазоне от нескольких миллиметров до нескольких сантиметров.
Заваривать швы полуавтоматом можно при различном положении деталей, а, следовательно, и шва. Наиболее удобной является сварка сверху в горизонтальном положении. В этом положении также можно применять и сварку внизу. Для того, чтобы выполнять вертикальный шов, свариваемые детали должны располагаться в вертикальной плоскости. При этом необходимо предусмотреть возможность стекания раскаленного металла вниз по линии шва.
Перед началом сварки необходимо провести подготовительные операции по очистке поверхностей и настройке полуавтомата. Для сваривания тонких поверхностей следует установить «1», «макс», а плавность регулировки на «7». Для толстых листов больше подойдет установка соответственно «2», «макс», «8».
Если при сварке полуавтоматом образовались прожоги, то это означает, что был выбран слишком большой ток. На поверхности может образоваться капелька застывшего металла, образовавшаяся из раскаленной проволоки. Ее после окончания работы необходимо убрать.
Если по время работы проволочку слишком сильно прижимать к поверхности, то будет возможна поломка подающего механизма. Если проволока будет скользить по поверхности, это наоборот, означает, что прижимное усилие недостаточно.
Для сварки кузова самым подходящим будет углекислотный полуавтомат. Его применение обеспечит надежную сварку деталей толщиной до шести миллиметров. Сваривать он может, как черные, так и цветные металлы.
Такой полуавтомат требует применения углекислого газа в баллоне. Также необходим редуктор для снижения давления. Для сваривания цветных металлов целесообразно применить аргоновую сварку. Наличие легко воспламеняющегося газа потребует осуществления дополнительных мер по обеспечению безопасности процесса.
Полуавтоматический сварочный аппарат для сварки автомобиля является гарантией получения красивого качественного шва, поэтому его целесообразно использовать, если предстоит сварка на дорогом автомобиле.
Как подготовить автомобиль к восстановлению
Перед кузовным ремонтом выполняют следующие действия:
Зачистку металла. Варить можно только детали, с которых полностью удалены следы лакокрасочного покрытия, ржавчины. Также требуется демонтаж элементов, усложняющих ремонтные работы.
Обработку пораженных участков автомобильной грунтовкой
Особое внимание уделяют краям дефекта
Этот способ подготовки металла применяют с осторожностью
Излишки состава на поверхности приводят к быстрому расплавлению или возгоранию материала.
Удаление влаги с поверхностей. Наличие капель воды негативно сказывается на качестве шва, способствуя образованию пустот.
Виды и особенности сварочных аппаратов
Выбор сварочной технологии зависит не столько от аппарата и расходных материалов, сколько от места повреждения. Разберёмся подробнее.
Сварка полуавтоматом
Подавляющее большинство автовладельцев и сотрудников автосервисов предпочитают использовать именно полуавтоматы. Главная причина их популярности — удобство. Полуавтоматом можно варить даже самые мелкие повреждения, расположенные в самых неудобных местах автомобильного кузова.
Технически эта технология почти не отличается от традиционной сварки: полуавтомату тоже требуется преобразователь тока. Разница лишь в расходных материалах. Для этого типа сварки нужны не электроды, а специальная проволока с медным покрытием, диаметр которой может варьироваться от 0.3 до 3 мм. А ещё полуавтомату для работы необходим углекислый газ.
Медь на проволоке обеспечивает надёжный электрический контакт и работает в качестве сварочного флюса. А углекислый газ, непрерывно подаваемый на сварочную дугу, не позволяет кислороду из воздуха вступать в реакцию со свариваемым металлом. У полуавтомата есть три важных достоинства:
- скорость подачи проволоки в полуавтомате можно регулировать;
- швы, выполненные полуавтоматом, аккуратные и очень тонкие;
- использовать полуавтомат можно и без углекислого газа, но в этом случае придётся использовать особую сварочную проволоку, внутри которой содержится флюс.
Есть в полуавтоматическом методе и минусы:
- найти в продаже вышеуказанные электроды с флюсом не так-то просто, да и стоят они как минимум вдвое дороже обычных;
- при использовании углекислого газа мало раздобыть сам баллон. Ещё потребуется редуктор для снижения давления, который надо будет очень точно настроить, в противном случае о качественных швах можно забыть.
Как варят инвертором
Если коротко, инвертор — это всё тот же сварочный аппарат, только частота преобразования тока в нём не 50 Гц, а 30–50 кГц. Благодаря повышенной частоте инвертор имеет несколько достоинств:
- размеры инверторного сварочного аппарата очень компактны;
- инверторы нечувствительны к пониженному напряжению сети;
- у инверторов нет никаких проблем с разжиганием сварочной дуги;
- пользоваться инвертором может даже сварщик-новичок.
Разумеется, есть и минусы:
- в процессе сварки используются толстые электроды диаметром 3–5 мм, а не проволока;
- при инверторной сварке края свариваемого металла очень сильно нагреваются, что может стать причиной термической деформации;
- шов всегда получается толще, чем при сварке полуавтоматом.
Так какой же метод выбрать?
Общая рекомендация проста: если планируется варить участок кузова, находящийся на виду, а автовладелец при этом не стеснён в средствах и имеет определённый опыт работы со сварочным аппаратом, то полуавтомат — оптимальный вариант. А если повреждения со стороны не видны (к примеру, пострадало днище) и владелец машины слабо разбирается в сварке, то лучше варить инвертором. Даже если новичок допустит ошибку, её цена не будет высока.
Тонкости сварки кузова
Для устранения дефектов нужен качественный сварочный аппарат. Рабочее место снабжают заземленной розеткой, выдерживающей подключение мощного оборудования. Мастер должен обладать достаточным опытом, ведь тонкие металлические элементы соединять сложнее, чем более толстые детали. Точно сказать, какой сваркой лучше варить кузов автомобиля, невозможно. Способ подбирается с учетом типа дефекта и места его появления.

Сварка кузова авто имеет свои тонкости.
Наиболее распространенными считают:
- работу в среде аргона;
- ручную сварку;
- соединение деталей с помощью полуавтоматического аппарата.
Полезные советы при сварке кузова авто своими руками
В зависимости от обширности и характера повреждений ремонт кузова бывает локальным и капитальным. В первом случае достаточно установки заплаток. При капитальном ремонте придется менять участок кузова. Для его проведения в домашних условиях необходим высокий уровень мастерства по проведению сварочных работ и качественное оборудование. Поэтому новичкам рекомендуется поначалу ограничиться установкой заплаток на дыры, проеденные коррозией.
Для заплат, устанавливаемых в незаметных местах, можно выбирать любое железо, лишь бы оно совпадало по толщине и обладало достаточной прочностью. На видные участки рекомендуется подбирать материал той же толщины и марки. Идеальным вариантом будет заплата, вырезанная из кузова старого автомобиля такой же модели.
Закончив сварку авто и обработав швы с наружной стороны большинство автолюбителей забывают об их обратной стороне. Поэтому неудивительно, что уже через год сквозь краску проступает коррозия и приходится начинать все сначала. При свободном доступе к обеим сторонам проблем с обработкой нет. В случае, когда обратная сторона шва расположена в закрытой полости, рекомендуется просверлить в ней отверстие. Через него производится обработка антикоррозийным составом и шовным герметиком с помощью распылителя.
Несмотря на кажущуюся сложность, кузовной ремонт автомобиля электросваркой доступен даже новичкам. При недостатке опыта его можно наработать, тренируясь на ненужных обрезках металла. На первых порах в качестве третьей руки желательно привлечь помощника. Во избежание ожогов работа должна выполняться в одежде, не имеющей карманов и складок, в которых могут застревать брызги расплавленного металла. На месте проведения ремонта должен быть огнетушитель.
Виды сварки для кузовного ремонта
Для сварочных работ при ремонте кузова легкового автомобиля чаще всего применяют следующие виды сварки:
- углекислотный полуавтомат;
- сварка инвертором.
Инверторная сварка требует большой точности и аккуратности в работе, а также отсутствует возможность работать с металлом толще 3 миллиметров.
Углекислотный полуавтомат является универсальным ремонтным средством для сварки основной части авто, к тому же вариантов исполнения моделей существует сегодня превеликое число. Углекислотный полуавтомат дает возможность варить кузов легкового авто на участках, где толщина металла достигает 6 миллиметров. Таким образом, появляется возможность легко производить ремонт и устранять самые различные недостатки металла, варить пороги и кузов авто, лонжероны, удалять дыры, варить крылья и выпрямлять вмятины.
https://youtube.com/watch?v=IooBqSZH83Q
Универсальное применение углекислотного оборудования было достигнуто за счет газа, эксплуатируемого оборудованием, — двуокиси углерода. Находясь под давлением, двуокись углерода подается в зону сварки, при этом вытесняя из нее воздух. Так металлическая поверхность избегает контакта с воздухом, а, следовательно, окисления. Предотвращение образования оксидной пленки на поверхности листа металла в будущем гарантирует качественное соединение (разумеется, если во время работы действия сварщика были квалифицированными).
Починить кузов легкового автомобиля полуавтоматической сваркой достаточно сложно, но вполне возможно, если знать некоторые специфические шаги, алгоритмы действий, придерживаться советов и наставлений опытных профессионалов. Кузов автомобиля — ответственная составляющая, являющаяся основой. Какой должна быть подготовка? Данный вопрос должен интересовать каждого сварщика, желающего починить свой личный транспорт.
Отделка после ремонта
 По завершении сварки необходима отделка кузова, позволяющая придать ему прежний презентабельный вид. Она предполагает зачистку сварочных швов, их обезжиривание посредством любого из доступных растворителей и обработку специальной противокоррозионной мастикой.
По завершении сварки необходима отделка кузова, позволяющая придать ему прежний презентабельный вид. Она предполагает зачистку сварочных швов, их обезжиривание посредством любого из доступных растворителей и обработку специальной противокоррозионной мастикой.
Мастика обычно наносится после обработки специальным эпоксидным грунтом, повышающим водонепроницаемость защитного слоя. Наружная обработка кузова мастикой считается обязательной, поскольку она хорошо защищает днище и другие части машины от возможных сколов.
Эпоксидная защита или автогрунтовка (другое её название – «подклад») одновременно выполняет функцию выравнивающего слоя. Её рекомендуется применять после дополнительного протравливания заваренных мест особым кислотным составом или же цинкования образовавшихся поверхностей.
Заварить повреждённый или сгнивший кузов можно самостоятельно. Это справедливо и для случая, когда у новичка совершенно отсутствует опыт подобных работ, выходом которого является возможность поэкспериментировать на листовых заготовках из металлолома.
Повышенное внимание при проведении сварки необходимо уделять индивидуальной защите лица и глаз, а также противопожарным средствам
Особенности сварки кузова автомобиля электродом
Ручная дуговая сварка
позволяет сварить тонкослойный металл, но для получения аккуратного шва требуется не только сварочный аппарат для кузовных работ, но и опыт. При отсутствии опыта самостоятельно со сварочным аппаратом можно только залатать проржавевшие насквозь участки коррозии на днище — для выполнения таких операций можно брать любые материалы, главное, чтобы они удовлетворяли требованиям к толщине и надежности. Остальное стоит доверить профессионалам. Данный вариант соединения металлических деталей является самым старым и надежным и при этом наиболее универсальным. Более того, такой вариант можно использовать для любого пространственного расположения сварного шва даже в местах с ограниченным доступом. А широкий выбор выпускаемых марок электродов дает возможность сваривать самые различные стали — как углеродистые обычного качества, так и качественные стали с различным содержанием легирующих элементов. В этом случае качество шва напрямую зависит от квалификации сварщика, и в целом производительность по сравнению с другими сварочными технологиями ниже, но актуальность ручного сварочного аппарата с электродами не снижается благодаря простоте и транспортабельности такого оборудования.
По понятным причинам сварка кузова автомобиля своими руками дешевле, но не качественнее, тем более, если полуавтомат сварочный для кузовных работ оставляет желать лучшего. Решив выбрать аппарат для ремонта кузова, квалифицированный специалист учтет химсостав, толщину металла, место расположения свариваемых деталей, так что состояние порогов после сварки будет радовать автовладельца не один год. Действительно, если иметь в наличии высокопроизводительный сварочный аппарат для кузовных работ и грамотных специалистов в оборудованном помещении, то для ремонта кузова не потребуется много времени. Так что не стоит экономить на своем автомобиле и собственной безопасности — доверьте свое транспортное средство профессионалам, у которых есть все необходимое для кузовных автомобильных работ.
[Всего: 3 Средний: 2/5]
Меры осторожности
Не думайте, что если варите в своем гараже, значит можно пренебрегать техникой безопасности. Любые сварочные работы вы должна проводить в специальной экипировке: одежде из плотного материала, маске и рукавицах. Это минимальный набор. Если предстоит сварка деталей в гараже с металлическим полом, то обувь должна быть резиновой.
Сварочный аппарат для сварки должен быть заземлен. Для ремонта автомобильного железа с помощью инветора вам надобится качественный держак. Некачественный просто не выдержит многократные зажимы и будет деформировать изоляцию.
Также ваш гараж должен проветриваться, а еще лучше, если у него будет принудительная вентиляция. Если не соблюдать это правило, в помещении могут скопиться газы и вы получите отравление.
Особенности сварки с проволокой
Особенности сварки с проволокой полуавтоматической аппаратурой заключаются в следующем:
- присадочный материал должен соответствовать химическому составу свариваемого изделия;
- проволока должна отвечать государственным стандартам и быть изготовлена из правильных компонентов;
- сроки и условия хранения присадочной проволоки должны четко соблюдаться.
Обзор особенностей работ с использованием присадочной проволоки следует начать со сварочных азов. Большинство металлов, свариваемых на производстве или в домашних условиях – это сталь и марганец. Проволока для соединения таких изделий является наиболее востребованной.
Сварка черных металлов, как правило, производится при помощи таких видов присадочного материала:
- Проволока Св-08ГС для соединения низкоуглеродистых и легированных сталей.
- Проволока Св-08Г2с для сваривания высокоуглеродистой стали.
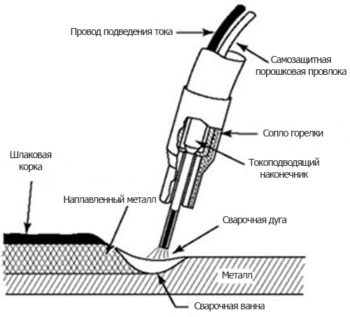
Нередко для сварки изделий из черного металла используется порошковая проволока. Такой присадочный материал позволяет проводить сварочные работы без дополнительной подачи газа в зону варки.
Самофлюсующаяся проволока – это трубка из низкоуглеродистой стали с сердечником из порошка. При плавлении металла освобождается порошок, формирующий газовую среду для защиты сварного шва. Как правило, в состав флюсующего порошка входит рутил и металлическая пыль.
Соединение алюминиевых деталей осуществляется при помощи проволоки СВ-АК5. Характерной особенностью данного присадочного материала служит уникальный цвет шва. Непосредственно перед соединением алюминиевых изделий следует выполнить подготовку.
Сварка полуавтоматом при помощи порошковой проволоки.
Подобная процедура делится на шаги:
- Создание скосов или фасок.
- Механическая очистка поверхностей.
- Промывка едкими веществами для замедления возникновения тугоплавкой оксидной пленки на поверхности алюминиевого изделия.
- Подготовка тефлонового канала для уменьшения трения присадочной проволоки о стенки полуавтоматического сварочного устройства.
Пошаговая инструкция по использованию углекислотой сварки для новичков включает следующие подпункты:
- уборка всех посторонних предметов с рабочего места;
- включение максимального освещения;
- подготовка материала и инструментов;
- проверка соединения кабелей и работоспособности удлинителей.
После выполнения вышеназванных пунктов следует переходить к подготовке аппарата электродуговой сварки.
Для этого нужно:
- раскрутить сварочный рукав;
- подключить газовый баллон;
- проверить сопло горелки;
- удобно разместить все соединяемые детали и надежно их закрепить;
- одеться в рабочую одежду сварщика;
- включить полуавтоматическую аппаратуру в сеть;
- поднести горелку к месту предполагаемого соединения.
По завершении сварочных работ с использованием проволоки следует:
- убрать пальцы с кнопок подачи проволоки;
- перекрыть подачу газа;
- выключить питание аппаратуры;
- дать шву остыть в течение нескольких минут;
- при обнаружении дефектов повторить сваривание.
Сварочный полуавтомат позволяет пользоваться всеми видами присадочной проволоки.
При выполнении работ важно не забывать о средствах защиты. Полуавтомат сварочный с тиристорным управлением

Полуавтомат сварочный с тиристорным управлением.
Наиболее полная экипировка сварщика состоит из:
-
Защиты глаз.
Идеальной экипировкой для защиты зрения сварщика служит маска, защитные щитки и очки. -
Защиты дыхательных органов.
Специальные фильтрующие маски помогут мастеру существенно сократить воздействие вредных испарений на внутренние органы. -
Защиты от брызг.
Полная защита тела должна включать огнезащитную куртку и брюки. Можно использовать комбинезон.
Техника безопасности при выполнении сварочных работ предусматривает выполнение таких правил:
-
Проведение работ с деревянных подмостей.
Запрещается использование металлических защитных масок и шлемов. - Обеспечение светового потока от источника с питанием 12 вольт.
-
Обеспечение страховки сварщика при помощи бечевки, закрепленной на поясе.
Размер веревки должен быть не менее 2 метров. -
Обеспечение рабочего места специальной вытяжкой, обеспечивающей удаление вредных испарений из рабочей зоны.
В случаях, когда невозможно обеспечить вытяжку, сварщик должен работать в шланговом противогазе или респираторе. - Запрещается дотрагиваться голыми руками до свариваемой заготовки.
- Запрещается проведение работ на открытой территории при атмосферных осадках.
Процесс сварки
Перед огневыми работами, в целях безопасности, обязательно демонтируют бензобак. Латку сначала прихватывают в 3–4 точках, затем полностью обваривают. Мелкие дефекты заправляют короткими швами до 3 см длиной. Сваркой днища в одиночку заниматься сложно. Когда напарник придерживает заплату, ремонт ускоряется.
Важно, чтобы латка плотно прилегала к месту ремонта. Зазоры повышают риск коррозионных разрушений
Швы для прочности проковываются молотком. При хорошем освещении все участки ремонта проверяют. При необходимости проваривают соединение снова. Только после осмотра приступают к зачистке шовных валиков.
Как варить кузов полуавтоматом
Мы выбрали именно полуавтомат, поскольку с его помощью швы получатся качественнее и долговечнее. В своей работе мы будем использовать сварочник от фирмы BlueWeld модель 4.135 (вы можете использоваться любой другой сварочный аппарат для авто). Также в нашем арсенале присадочная проволока диаметром в 1 миллиметр, наждачка, редуктор (с его помощью мы будем понижать давление), и баллон с газом (нам хватит баллона в 20 литров).
Сначала очищаем поверхность металла от ржавчины и загрязнений. Это можно делать вручную с помощью наждачки, но если у вас есть шлифовальная машинка, то используйте ее. Далее нужно плотно прижат детали друг другу. Для этого можете использовать любые зажимы, болты или даже временно соединить их саморезами. Теперь нужно к баллону с газом подключить наш редуктор. На фото ниже показано, как это делать.
Далее нужно подать проволоку в сварочный аппарат и завести конец проволоки в механизм подачи. На фото ниже показан процесс подачи проволоки.
Теперь открутите сопло на горелке (мы делали это с помощью пассатижей), проденьте проволоку в отверстие и прикрутите обратно сопло.
Итак, все готово. Нужно настроить аппарат. Мы установили прямую полярность, поскольку у нас проволока медная. Если сварка автомобиля производится обычной проволокой, то установите обратную полярность.
Подключаем аппарат в розетку. Нажимаем на кнопку подачи проволоки, вместе с этим должна начаться подача газа. Начинаем формировать шов. Если шов короткий, то можно сделать его непрерывным. Если шов длинный, то сначала формируем «точки» в разных местах соединения. Потом делаем несколько коротких швов между точками. Должны остаться промежутки в 10 см между швами. Даем швам остыть. Теперь довариваем оставшиеся участки.