Хромирование деталей
Содержание:
- Приготовление рабочих растворов
- Промышленное применение
- 4 Химреагенты для хромирования
- Приготовление электролита
- Что делать, если получился брак
- Подготовительные работы
- Черное хромирование
- Для чего нужен хромовый слой
- Особенности хромирования ванной
- Виды хромирования
- Режимы гальванического хромирования
- Двухслойные комбинированные покрытия
- Области применения твердого хрома.
- Основные сведения по подготовке поверхности хромируемого изделия
- Рекомендации по уходу за хромированными кузовными элементами
- Порядок хромирования смесителей
- Электрохимическое нанесение хрома
- Варианты хроматирования
Приготовление рабочих растворов
Растворы для химического хромирования надо готовить в следующей последовательности.
- Все используемые химические реагенты, кроме гипофосфита натрия, смешиваются или растворяются в воде.
- Полученный раствор подвергают нагреву до рабочей температуры.
- В нагретый до рабочей температуры раствор добавляют гипофосфит натрия.
Изделие, которое необходимо подвергнуть хромированию, подвешивают в подготовленном и разогретом растворе и выдерживают в нем в течение 5–8 часов. Время выдержки зависит от требуемой толщины слоя хрома. Чтобы удалить с поверхности только что нанесенного покрытия остатки химических реактивов, обработанное изделие кипятят в воде в течение получаса. Более подробно изучить процедуру химического хромирования позволяет видео на данную тему.
Изделия, на поверхность которых нанесен слой хрома, подвергают термической обработке, способствующей протеканию низкотемпературной диффузии, а значит, улучшающей адгезию нанесенного слоя с основным металлом. Выполняется термообработка при температуре 400°. В таких условиях изделие выдерживается в течение часа.

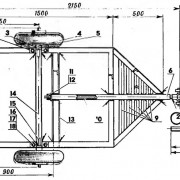
Печь для сушки и термической обработки хромированных изделий
Отдельные изделия из стали, такие как ножи, рыболовные крючки, пружины и др., после термообработки могут утратить свою твердость, поэтому их выдерживают при температуре 270–300° в течение трех часов. Термообработка после химического хромирования, с порядком осуществления которой также можно познакомиться по соответствующему видео, позволяет повысить твердость нанесенного покрытия.
Готовое хромовое покрытие после просушки изделия, на которое оно нанесено, имеет сероватый матовый налет. Чтобы придать хрому характерный блеск, поверхность детали подвергают полировке.
Промышленное применение
Хромированный колёсный диск
В промышленности хромирование используется для снижения трения, повышения износостойкости, повышения коррозионной стойкости.
Этот процесс обеспечивает повышенную устойчивость стали к газовой коррозии (окалиностойкость) при температуре до 800 °C, высокую коррозионную стойкость в таких средах, как вода, морская вода и азотная кислота. Хромирование сталей содержащих свыше 0,3—0,4 %С, повышает также твёрдость и износостойкость.
Твердость хрома составляет от 66 до 70 HRC. Толщина хромового покрытия обычно составляет от 0,075 до 0,25 мм, но встречаются и более толстые, и более тонкие слои. Поверхностные дефекты при хромировании усиливаются и поверхность подлежит последующей обработке, так как хромирование не дает эффекта выравнивания.
Хромирование деталей пар трения, работающих в жёстких условиях (поршневые кольца, зеркало цилиндра ДВС), как показала практика, требует создания покрытия с порами сравнительно крупного размера, способными удерживать масло. Без этого противоизносные и противозадирные свойства покрытия даже хуже, чем у нехромированной детали. Для расширения естественных канальцев на поверхности покрытия используется кратковременное электрохимическое травление обратным током (деталь-анод).
Хромирование используют для деталей паросилового оборудования, пароводяной арматуры, клапанов, вентилей патрубков, а также деталей, работающих на износ в агрессивных средах.
Чёрное хромовое покрытие, полученное в ванне специального состава (не путать с декоративной виниловой плёнкой), отличается большим светопоглощением в сочетании с гладкостью и используется там, где необходимо отсутствие бликов (оптические приборы, автомобильные детали в поле зрения водителя и т.п.)
В отдельных случаях хромирование применяется для ремонта деталей путём наращивания сопрягаемой поверхности в случае прослабленной посадки. В настоящее время может использоваться как «гаражная» или «холодная» альтернатива плазменному напылению металла, аналогичного материалу детали.
4 Химреагенты для хромирования
Приведенные ниже составы растворов для хромирования проверены многолетней практикой использования и временем эксплуатации полученных с их помощью покрытий (количество необходимых реагентов указано в г/л и мл/л):
- Хромил фтористый – 14, натрий лимоннокислый – 7, кислота уксусная – 10 мл/л, натрия гипофосфит – 7 (кислотность раствора рН – 8–11). Рабочая температура смеси – 85–90 °С, скорость наращивания покрытия – 1,0–2,5 мкм/ч.
- Хромил фтористый – 16, хром хлористый – 1, натрий уксуснокислый – 10, натрий щавелевокислый – 4,5, натрия гипофосфит – 10 (рН – 4–6). Температура – 75–90 °С, скорость – 2–2,5 мкм/ч.
- Хромил фтористый – 17, хром хлористый – 1,2, натрий лимоннокислый – 8,5, натрия гипофосфит – 8,5 (рН – 8–11). 85–90 °С, 1–2,5 мкм/ч.
- Хром уксуснокислый – 30, никель уксуснокислый – 1, натрий гликолевокислый – 40, натрий уксуснокислый – 20, натрий лимоннокислый – 40, кислота уксусная – 14 мл/л, натрия гидроксид – 14, натрия гипофосфит – 15 (рН – 4–6). 99 °С, 2,5 мкм/ч.
- Хромил фтористый – 5–10, хром хлористый – 5–10, натрий лимоннокислый – 20–30, натрия пирофосфат (замена натрия гипофосфита) – 50–75 (рН – 7,5–9). 100 °С, 2–2,5 мкм/ч.

Все растворы делят на кислые (уровень рН находится в пределах 4–6,5) и щелочные (показатель рН более 6,5). Первые составы предпочтительнее использовать для покрытия меди, латуни и черных металлов. Щелочные – для хромирования изделий из нержавеющих сталей. Кислые (по сравнению с щелочными растворами) позволяют получить на полированной детали более гладкую поверхность, с меньшей пористостью. Кроме того, при их использовании скорость протекания химического процесса хромирования выше. Преимущество щелочных составов состоит в более надежном поверхностном сцеплении слоя покрытия с металлом подслоя или детали.
Составы растворов для декапирования
| Составы растворов для декапирования стали | г/л | Температура раствора | Время обработки |
| Состав 1 : | |||
| Серная кислота | 30–50 | 20 °С | 20–60 с |
| Состав 2: | |||
| Соляная кислота | 20–45 | 20 °С | 15–40 с |
| Состав 3 : | |||
| Серная кислота | 50–80 | 20 °С | 8–10 с |
| Соляная кислота | 20–30 |
| Состав раствора для декапирования меди и ее сплавов | Температура раствора | Время обработки |
| Серная кислота – 5 % раствор (по объему) | 20 °С | 20 с |
| Состав раствора для декапирования алюминия и его сплавов | Температура раствора | Время обработки |
| Азотная кислота – 10–15 % раствор (по объему) | 20 °С | 5–15 с |
Составы растворов для цинкатной обработки алюминия и литейных алюминиевых сплавов
| Составы растворов для цинкатной обработки алюминия | г/л | Температура раствора | Время обработки |
| При подготовке раствора 1 и 2 сначала отдельно в половине воды растворяют едкий натр, в другой половине цинковую составляющую. Затем оба раствора сливают вместе. | |||
| Состав 1 : | |||
| Гидроксид натрия (по другому каустическая сода или едкий натр) | 250 | 20 °С | 3–5 с |
| Оксид цинка | 55 | ||
| Состав 2 : | |||
| Гидроксид натрия | 120 | 20 °С | 1,5–2 мин |
| Сульфат цинка | 40 |
| Состав раствора для цинкатной обработки литейных алюминиевых сплавов | г/л | Температура раствора | Время обработки |
| Гидроксид натрия | 10 | 20 °С | 2 мин |
| Оксид цинка | 5 | ||
| Сегнетова соль кристаллогидрат | 10 |
| Состав раствора для цинкатной обработки деформируемых алюминиевых сплавов | г/л | Температура раствора | Время обработки |
| Хлорид железа (III) | 1 | 25 °С | 30–60 с |
| Гидроксид натрия | 525 | ||
| Оксид цинка | 100 | ||
| Сегнетова соль кристаллогидрат | 10 |
Приготовление электролита
Отдельно следует рассмотреть технологию изготовления электролита. Для этого требуется хромовый ангидрид и серная кислота с показателем удельной плотности 1,84 г/см3. Количество данных веществ должно составлять на литр 250 г для первого и 2,5 г для второго. Если не предполагаются внешние воздействия на обрабатываемые предметы, возможна концентрация на литр 400 г CrO3 и 4 г H2SO4. Помимо этого нужна дистиллированная, либо кипяченая и отстоявшаяся вода. Также понадобится три емкости различного размера. Они могут быть представлены стеклянной банкой, кастрюлей и утепленной стекловатой или пенопластом коробкой с влагостойкой крышкой. Наконец, нужен термометр.
Водой при 60°С наполняют банку до половины или чуть больше. Сначала засыпают хромовый ангидрид и размешивают до растворения. Далее добавляют серную кислоту, при необходимости долив воду. После этого следует определить содержание хромового ангидрида путем проверки плотности раствора ареометром. Банка с ним помещена в наполненную водой кастрюлю с кипятильником, а кастрюля установлена в коробке. Затем данную смесь выдерживают под током на протяжении 3,5 ч. Мощность его рассчитывают на основе соотношения 6,5 А/1 л. По этой формуле с учетом требуемого количества электролита выбирают источник тока либо наоборот на основе мощности имеющегося устройства готовят определенное количество раствора. По завершении выдержки электролит должен обрести темно-коричневую окраску. Затем его оставляют в прохладном месте на сутки.
Что делать, если получился брак
Получился брак
Такое часто происходит с теми, кто первый раз хромирует детали, но отрицательный результат не должен пугать начинающего мастера. Наоборот, если у вас не получилось с первого раз, то, скорее всего, со второй попытки получится даже лучше, чем должно было получиться в первый раз. Это обусловлено тем, что вы нанесете хрома в два раза больше чем нужно. Если же деталь забракована настолько, что слой хрома отслаивается, то тоже не стоит отчаиваться. Слой хрома можно снять с помощью раствора дистиллированной воды и соляной кислоты в соотношении один к десяти. Приготовить такой раствор можно в той же ванне и поместить туда ненадолго бракованную деталь. Затем повторите заново весь процесс хромирования.
Подготовительные работы
Перед хромированием обрабатываемую поверхность необходимо подготовить путем удаления декоративного покрытия (лака, краски), коррозии, загрязнений способом зачистки наждачной бумагой либо шлифовальной машиной. В случае ненадлежащего качества осуществления данных работ возможно образование раковин на хромовом покрытии.
В завершение рабочие поверхности обезжиривают. Причем считается, что вещества, традиционно используемые в качестве растворителей, такие как бензин и уайт-спирит, не подходят для данной цели. Поэтому рекомендуется применять специальный раствор, который может быть сделан самостоятельно. Для этого на 1 л воды нужно растворить 150 г едкого натра, 50 г кальцинированной соды, 5 г силикатного клея. Данную смесь нагревают до 80 — 90°С и выдерживают на протяжении 20 минут в ней обрабатываемый предмет (45 — 60 минут в случае сложного рельефа поверхности).
Кроме того, объем подготовительных работ определяется материалом. Так, для непосредственной обработки, как упоминалось, подходят детали из меди, латуни, никеля. Стальные предметы необходимо предварительно покрыть данными металлами. Пластиковые поверхности обрабатывают графитосодержащим лаком либо графитным порошком и электролитическим способом при 0,7 А/дм2 наносят медь. Приготовление электролита осуществляют путем растворения на литр воды 150 г концентрированной серной кислоты, 35 г сульфата меди, 10 г этилового спирта. После обработки предмет моют и сушат.
Наконец, стальные и чугунные поверхности непосредственно перед началом хромирования подвергают декапированию на протяжении до 1,5 минут при плотности тока 24 — 40 А/дм2 в соляной кислоте.
Черное хромирование
Черное хромирование применяется для формирования защитных слоев на деталях, которые должны обладать хорошей теплоотдачей (например, радиаторы) и оптических систем. Черный хромовый слой отличается достаточно небольшой толщиной – 1,5 – 2 мкм. Для защиты металлов от коррозии слой черного хрома комбинируют с молочным. Если деталь изготовлена из цветного металла – толщина подслоя должна составлять не менее 3 – 6 мкм. А если же из черного – не менее 9 мкм.
Черное хромовое покрытие отличается повышенной износостойкостью (в отличие от покрытий, полученных в результате оксидирования или черного никелирования). Оно также обладает хорошей термостойкостью и сохраняет свои свойства до температуры 773К.
Черное хромирование может проводиться в нескольких электролитах. Результат будет равноценным (свойства осажденного гальванического хромового слоя не будут отличаться). Выбор состава электролита диктуется только наличием необходимых материалов.
Для чего нужен хромовый слой
Нанесение слоя хрома может выполняться для улучшения декоративных характеристик изделия из металла (декоративное хромирование), а также для защиты металлической детали от коррозии и придания ее поверхности большей твердости. Таким образом, за счет хромирования можно не только улучшить механические и декоративные характеристики изделия, но и значительно продлить срок его эксплуатации.
Множество разнообразных хромированных изделий можно встретить как в быту, так и в разных отраслях промышленности. Использование изделий из металла, на поверхность которых нанесен слой хрома, актуально в тех случаях, когда они будут эксплуатироваться в условиях постоянного воздействия агрессивных сред и интенсивного трения.

Восстановление хромированного покрытия возвращает былой внешний вид и продлевает срок службы конструкции
В бытовых условиях наиболее активно используются следующие изделия с хромированным покрытием:
- мебельная фурнитура;
- элементы для оформления домашних и офисных интерьеров;
- автомобильные диски и детали транспортного средства;
- сувенирная продукция;
- сантехническое оборудование.

Хромированный бензобак
В промышленности технология хромирования применяется в следующих целях:
- при производстве изделий по порошковой технологии;
- при изготовлении пресс-форм, используемых для изготовления изделий из резины и полимерных материалов;
- при производстве отражателей различного назначения;
- для повышения твердости поверхностного слоя и износостойкости режущего, а также специального измерительного инструмента;
- для придания исключительных декоративных характеристик кузовным и другим деталям транспортных средств;
- для обработки деталей, эксплуатируемых в условиях постоянного трения и негативного воздействия внешней среды (элементы парового оборудования и теплосетей, детали автомобильных двигателей и морских судов).
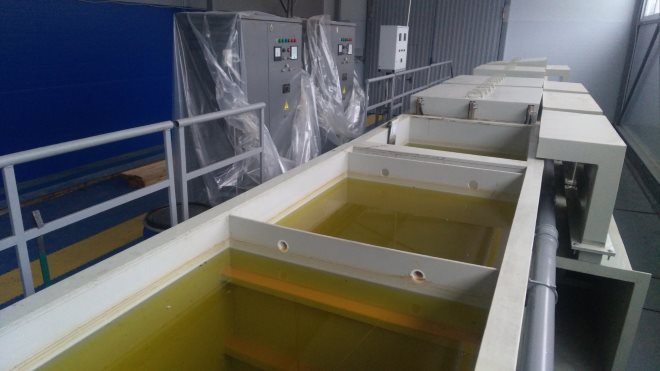
Промышленная гальваническая линия, предназначенная для нанесения твердого хрома на изделия из сталей и цветных металлов
Хромированные детали отличаются следующими характеристиками:
- высокой устойчивостью к коррозии;
- микротвердостью, показатели которой достигают значений 950–1100 единиц по шкале HV;
- высокой пористостью покрытия, его износо- и жаростойкостью;
- низким коэффициентом трения сформированного покрытия;
- большим разбросом толщины хромового слоя (5–300 мкм и даже более).

Разновидности металлизации по способу взаимодействия металлизируемой поверхности с наносимым металлом (нажмите для увеличения)
Особенности хромирования ванной
Это самый сложный технологический процесс, который зачастую выполняют в домашних условиях. Для услуги хромирование накладки на трубы в ванной, потребуется проведение работ непосредственно в месте установки сантехники. Чтобы выполнить качественно процесс хромирования как для накладки, так и для трубы потребуется соблюдение следующих требований:
- необходимо иметь специальную приспособления для химического процесса;
- необходимо предусмотреть теплоизоляцию, а также защитную крышку;
- нагревательный элемент должен иметь управление регулятора для температуры;
- необходимо предусмотреть подвешивающие механизмы для крепления деталей сантехники.
На завершающем этапе также потребуются емкости, в которых будет проводиться работа по травлению и промывки элементов сантехники, а также рабочих узлов, подключаемые к самой ванне.
Золочение и серебрение сантехники
В качестве дополнительного элемента придания декоративности сантехники, рекомендуем воспользоваться серебрением и золочением, с последующей металлизацией. Этот процесс имеет некоторые отличия от индивидуального хромирования элементов сантехники. Рекомендуем получить бесплатную консультацию нашего специалиста, который проведет расчет работы и подготовить коммерческое предложение.
Виды хромирования
В современном мире представлено большое количество разновидностей хромирования.
Выделяются следующие виды данного процесса:
Гальваническое хромирование
Данный способ хромирования представляет собой метод нанесения на поверхность металлов или пластмассовых материалов специального покрытия методом использования электрического тока. Благодаря этому достигает оснащение обрабатываемого материала уникальных свойств. Они заключаются в: утолщении поверхности, устойчивости к образованию ржавчины, в приобретении привлекательного внешнего вида. Во время использования гальванического хромирования используется трехслойное нанесение металлического вещества. Из-за того, что хром вступает в реакцию с другими металлами, он оседает на поверхности и придает ей блеск.
Химическое хромирование.
При использовании данного метода хромирования не применяется электрический ток. Весь процесс основан на реакции, которая проявляется между реагентами
При этом очень важно перед обработкой отдельных деталей методом покрытия хромированным составом нанести тонкий слой меди. Для этой цели используется смесь из: сернокислой меди, концентрированной серной кислоты, дистиллированной воды
Для хромирования используется следующий состав: фтористый хром, гипофосфат натрия, охлажденная уксусная кислота, раствор едкого натрия, лимоннокислый натрий, дистиллированная вода.
Хромирование золочение.
Данный вид хромирования подразумевает нанесение на поверхность металлов тонкого слоя золотого металла. Делается это не только для достижения наилучшего декоративного эффекта, но и для защиты материала от появления коррозии. Золочение делает материал более плотным и износостойким.
Режимы гальванического хромирования
Режимы нанесения гальванического хромового покрытия оказывают очень большое влияние на качество готового хромового покрытия и его защитно-декоративные свойства (в том числе и устойчивость к коррозии). Сразу после загрузки деталей в сульфатный электролит подается ток, превышающий в полтора раза расчетное значение тока (и поддерживается в течение 15 – 30 секунд). Это так называемый «толчок» тока, который необходим для того, чтоб улучшить кроющую способность сульфатных электролитов. Потом ток снижается до номинального. Особо необходим такой «толчок» тока, если гальваническое хромовое покрытие наносится на изделия из чугуна. Если покрытие наносится на детали, изготовленные из стали, то сначала подается противоположный ток (для анодного растворения пленок оксидов), а затем уже «толчок» тока в прямом направлении.
Покрытия, полученные в сульфатных электролитах при температуре 330 – 332К и плотности тока 30 – 50 А/дм2, будут отличаться высокой износостойкостью. Защитно-декоративные хромовые покрытия в сульфатных электролитах получают при температуре 320 – 325К и плотности тока 15 – 20 А/дм2. Молочный (матовый) слой формируется при плотности тока 25 – 35 А/дм2 и температуре 342 – 344К.
Пористые хромовые покрытия. На поверхности хромовых покрытий (кроме «молочных») в процессе их нанесения формируются поры и трещины, которые значительно снижают их защитные свойства. Но иногда просто необходимо, чтоб эти трещины и поры присутствовали. Кроме того, хромированную деталь подвергают дополнительной анодной обработке в том же электролите, в котором наносилось покрытие. Это проводится с целью расширения пор в покрытии. В большие поры заходят и удерживаются смазочные материалы. При катодной плотности тока 40 – 60 А/дм2 и температуре 325 – 331К получается наиболее развитая сетка каналов и пор на поверхности хромированной детали. Анодная обработка проводится в течение 10 – 12 минут.
Двухслойные комбинированные покрытия
Двухслойные комбинированные покрытия формируются для того, чтоб придать хромовому слою одновременно износостойкость и защитные свойства. Хороший вариант – это комбинация беспористого молочного хрома и износостойкого. Сначала при температуре 343К и катодной плотности тока 30 А/дм2 наносится слой молочного хрома, толщиной около 9 мкм. Этот процесс длиться около 20 – 30 минут. Далее электролит охлаждается до рабочей температуры 323 – 328К и изделие дальше хромируется при катодной плотности тока уже 45 – 55 А/дм2. Продолжительность второго процесса хромирования зависит от толщины слоя, который необходимо получить, а значит и от назначения хромированной детали. Для того, чтоб слой молочного хрома и износостойкого хорошо сцеплялись между собой, после нанесения первого проводят дополнительную обработку при 5 А/дм2.
Области применения твердого хрома.
Наибольшее распространение твёрдый хром получил в машиностроении — детали машин и механизмов, подвергающиеся повышенному износу. Но самыми востребованными услугами гальванического цеха являются:
- Хромирование валов
- Хромирование пресс форм
- Хромирование матриц, дорнов и пуансонов
- Хромирование гидроцилиндров
Компания «Хром-Пром» предлагает услуги по нанесению твёрдого хрома на различные металлы.
Наше производство оборудовано современной гальванической линией, имеющую следующие характеристики:
- Габариты ванны 3000х1300х1000 (ДхГхШ);
- Имеется возможность изменить габариты ванны, индивидуально под крупный заказ;
- Толщина покрытия до 300 микрон;
- Грузоподъёмность подъёмного механизма до 3 тонн.
Для расчёта стоимости покрытия твёрдым хромом нам потребуется следующая информация:
- Чертёж, эскиз или фото изделия с указанием всех размеров;
- Вес изделия;
- Толщина покрытия в микронах;
- Обозначить области нанесения покрытия, если покрытие требуется наносить не на всё изделие;
- Требуется ли снятие предыдущего покрытия;
- Шероховатость поверхности RA;

Строгое соблюдение технологии, непрерывный контроль параметров процесса и опыт работы в сфере нанесения твёрдых покрытий гарантирует отсутствие дефектов выполненного покрытия и увеличения сроков службы обработанных изделий.
Твёрдое гальваническое хромирование значительно повышает ресурс трущихся частей станков и механизмов.
Хромирование пресс форм позволяет получить идеально гладкую и твердую поверхность. С помощью этих инструментов отливаются неметаллические детали повышенной точности.
Нанесение твердого хрома на печатные ролики и формы повышает качество полиграфической продукции.
Стойкость к различным веществам и низкая адгезия обеспечивает высокий и стабильный темп работы станков.
Обработка режущих кромок резцов, буров, фрез обеспечивает увеличение срока их эксплуатации. Упрочненный инструмент улучшает качество и скорость выполнения строительно-монтажных и других видов работ.
Основные сведения по подготовке поверхности хромируемого изделия
Принцип обработки металла сантехнических изделий не отличается друг от друга. Первым делом удаляются грязь и ржавчина с поверхности. В качестве инструментов используют грубую щетку или наждачку. Если имеется возможность обрабатываем абразивной струей можно использовать дополнительные методы очистки, но в промышленных целях используют специальные химические составы.
Подготовительный этап включает в себя следующие действия:
- промывка поверхности металла в бензиновом составе;
- удаление следов бензина в горячей воде с мыльным составом;
- метод травления в смеси азотной и плавиковой кислотах, в соотношении 1:5;
- тщательное ополаскивание под сильной струей холодной воды
Необходимо соблюдать последовательный порядок подготовки изделия к химическому хромированию, во избежание получения отрицательных результатов работы.
Рекомендации по уходу за хромированными кузовными элементами
Вне зависимости от вида покрытия, автомобиль следует мыть как можно чаще, не используя при этом воду под высоким давлением, потому что под таким напором частички грязи могут поцарапать поверхность. Но даже если вы регулярно моете машину, хромированные детали со временем все равно потеряют свой блеск, станут блеклыми и тусклыми. Чтобы избежать этого, а также защитить авто от внешних воздействий, надо отполировать хромированные поверхности. Уход за хромированными деталями автомобиля предполагает использование специальных полировочных смесей, в состав которых входят воск, масла и прочие компоненты.
Такая защита металла и пластика еще и сглаживает небольшие неровности покрытия. Отполировать хром поверхности можно при помощи пасты, аэрозоля, хороший результат дает жидкая полировка.
Состав не должен содержать ацетон, различные соли и прочие агрессивные компоненты. Пользуйтесь мягкой губкой или флисовой тканью. Хромированные диски колес регулярно вытирайте насухо. Для колесных дисков хорошая защита – нанесение слоя прозрачного лака.
Порядок хромирования смесителей
Среди сантехнических элементов, наиболее сложную конструкцию имеют смесители, но при этом, если вы обращаете внимание в магазинах, все элементы сантехники имеют ровное химическое хромирование смесителя. Также допускается хромирование дополнительной трубы смесителя, и, если есть необходимость — накладка
Важным компонентом качественного отделки поверхности является приготовление химического состава, в который входит хромовый ангидрит и соляная кислота. В нашем промышленном производстве используются также дополнительные составы, которые повышают прочность изделия и придают декоративность обрабатываемой поверхности сантехнических смесителей.
Как правило, для начала разводится серная кислота из требуемого расчета 1,5-2,5 грамм на литр. После этого добавляется в основу состава хромовый ангидрид из расчёта 150-250 грамм на литр. Этот расчет экспериментальный, так как необходимо соблюдение условий по технологической карте, разрабатываемой для партии смесителей, подвергающиеся обработке.
Предварительное обезжиривание также может включать в состав химические компоненты, увеличивающие свойства обрабатываемой поверхности детали, в том числе:
- натрий едкий;
- кальцинированная сода;
- жидкое стекло.
Газопламенная обработка допускается только в том случае, если это необходимо в соответствии с техническим состоянием самого сантехнического изделия.
Электрохимическое нанесение хрома

Электрохимический метод покрытия автомобиля хромом – самый дорогостоящий. Без специального оборудования и навыков провернуть такое невозможно. Ведь для придания этого модного декоративного эффекта на кузов необходимо накладывать особый подслой металла, например, никель, и только после этого с помощью электролитического осаждения наносится хром. Мнение эксперта Илья Вячеславович
Консультант сайта krasymavto.ru по кузовному ремонту
Задать вопрос
Для того, чтобы покрытые хромом детали кузова еще и были особо износоустойчивы, применяется уже «твердое» хромирование – когда верхний слой осаждается без металлического подслоя.
Варианты хроматирования
В настоящее время гальванические производства используют несколько вариантов составов реактивов для хроматирования, которые позволяют получать защитные пленки различной толщины и оттенка. В таблице представлены различные варианты работы ванн химической пассивации цинковых и кадмиевых покрытий.
Растворы хроматирования и режимы процесса
|
Состав раствора |
Варианты хроматирования |
||
|
А |
В |
С |
|
|
Натрий двухромовокислый, г/л |
200 |
||
|
Серная кислота, г/л |
10 |
||
|
Хромовый ангидрид, г/л |
100 |
||
|
Хлористый натрий, г/л |
25 |
||
|
Аммоний молибденовокислый, г/л |
4-6 |
||
|
Аммоний хлористый, г/л |
35-50 |
||
|
Борная кислота, г/л |
6-10 |
||
|
Температура, С |
20-30 |
20-30 |
|
|
Продолжительность, сек. |
5-30 |
5-30 |
По варианту А получают толстые пленки золотистого цвета. Вариант В используется для получения пленок золотисто-красного оттенка. Вариант С используется в автоматических линиях – отсутствие хроматов позволяет решить проблему экологической безопасности процесса.
Для получения прозрачных пленок используется двухступенчатая обработка — сначала детали помещают в раствор хромового ангидрида (150-200 г/л) и натрия сернокислого (30-45 г/л), или в раствор натрия двухромовокислого (200-250 г/л), серной кислоты (8-10 г/л), азотной кислоты (80-100 г/л) и натрия сернокислого (4-6 г/л) на 5-40 секунд. А затем, после промывки водой, детали помещают в раствор тринатрийфосфата (60-70 г/л) на 2-3 минуты.